Process de fabrication des visières et masques à LABSud
Matériaux :
Les visières sont découpées à la découpeuse laser en PETG 1 mm.
Les plaques de PETG 1mm ont été acheté chez Richardson-plastiques à Béziers.
Les écrans sont découpées à la découpeuse laser en PP de 100 microns.
Le rouleau de PP a été acheté chez ... ( à venir )
Les pinces pour le modèle B sont découpées à la découpeuse laser en PMMA 3 mm.
Le PMMA a été achété chez ... ( à venir )
Les matériaux de fabrication des masques tissus se trouve ici
Découpe des planches de PETG 1 mm :
La découpe optimisée des plaques de 205x122 cm se fait comme suit :
( Photo à venir )
- Les plaques nommées "P" (72x51.25cm) sont destinées en priorité à la petite laser 80W.
- Les plaques "P1" (72x53cm) sont destinées en priorité à la grande laser 180W.
- Les plaques "C" (61x53cm) sont des chutes.
- A noter que toutes les plaques peuvent rentrer dans les deux machines découpeuses laser de LABSud bien que la surface de travail de la 80W soit de 70x50cm (il restera des bandes de chutes, qu'il faudra ranger dans "la boite à chute" qui se trouve dans l'atelier).
Une fois la découpe réalisée, noter le nom des planches "P", "P1" ou "C" sur les coupes et les entreposer prêt des machines.
Découpe des planches de PETG 1.5 mm :
La découpe optimisée des plaques de 205x122 cm se fait comme suit :
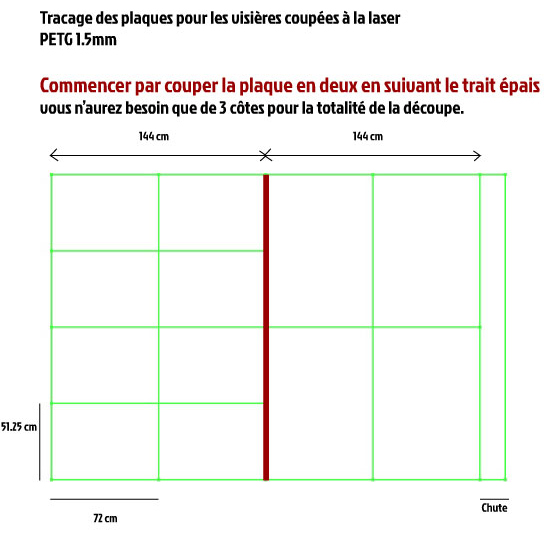
- Les plaques nommées "P" (72x51.25cm) sont destinées en priorité à la petite laser 80W.
- Les plaques "P1" (72x53cm) sont destinées en priorité à la grande laser 180W.
- Les plaques "C" (61x53cm) sont des chutes.
- A noter que toutes les plaques peuvent rentrer dans les deux machines découpeuses laser de LABSud bien que la surface de travail de la 80W soit de 70x50cm (il restera des bandes de chutes, qu'il faudra ranger dans "la boite à chute" qui se trouve dans l'atelier).
Une fois la découpe réalisée, noter le nom des planches "P", "P1" ou "C" sur les coupes et les entreposer prêt des machines.
Modèles :
Suite aux demandes du CHU, de l'APF, de l'AFM etc... LABSud a prototypé et fabriqué différents modèles.
- Le "MA" qu'on appellera le "A"
- Le "MdWAM" qu'on appellera le "B"
- Le LABSud V1 (YL design) qu'on appellera le "C"
- Les masques en tissus qu'on appellera "T"
Le process de fabrication des masques tissus se trouve ici
Ces institutions ont retenu pour l'heure le modèle A.
Note : le modèle B est pris par le DAR ? (à corriger)
Références :
Pour le suivi de la fabrication et des retours, chaque jour de production (or samedi et dimanche sauf exception) portera un code et devra être gravé sur la production suivi du code du modèle.
- 1 = lundi 13 avril 2020
- 2 = mardi 14 avril 2020
- 3 = mercredi 15 avril 2020 ...
Exemple : Production du modèle "MA" le lundi 13 avril 2020, il faudra inscrire sur tous les éléments de la production : "1A"
Note : La production a commencé plus tôt, les précédentes fabrications ont la date du jour et le nom du modèle de base inscrit.
Suivi des commandes :
A chaque nouvelle demande, proposer les différents modèles ou voir le stock.
Noter sur le tableau blanc : (photo à venir)
- le nom de l'institution/entreprise/corps de métier ou personne
- La date de commande
- La deadline s'il y en a une
- Le nom du modèle choisi
- Le nombre
Reporter tous les renseignements dans le tableau des commandes
On pourra effacer sur le tableau blanc petit à petit, les commandes livrées pour permettre aux personnes de voir l'historique des jours précédents. Il faudra imprimer la feuille du tableau des commandes de temps en temps pour montrer l'avancement.
Une feuille de décharge devra être signé par les organismes lors de la livraison ( à déterminer ) ainsi que la feuille de don dans les cas concernés.
Préparation des fichiers :
Les fichiers seront préparés en amont pour gagner en rapidité de production le jour même.
- Paramètres indicatifs pour la 180W : ( à venir )
- Paramètres indicatifs pour la 80W : ( à venir )
Les paramètres de vitesse et de puissance pour les machines sont normalement enregistrés directement dans le fichier .rld mais attention selon le nettoyage, la focale bien calibrée et d'autres paramètres il est possible que les plaques soient mal découpées ou brulées : Il faudra toujours faire des vérifications.
Les logos des institutions ainsi que de l'association sont également disponibles avec une police en uni trait pour gagner du temps en gravure : Lien vers le dossier du cloud
Note : La police "simplex" disponible sur laserwork (pas du lab), inkscape ou téléchargeable sur ce site permet de facilité la mise en forme de la police en uni trait pour réduire le temps de gravure.
Sur laserwork, une fois le texte créé avec la police "simplex" utiliser la fonction "ungroup" puis la fonction "delete overlap" permet de réduire rapidement le nombre de trait après quelques tests de paramètre. Puis utiliser la fonction "combine curve" permet de rejoindre les traits pour optimiser le déplacement.
Changement de référence sur les modèles :
- Pour le modèle A : Pour une police "simplex" de 8 mm de haut (dimensions en haut à gauche pas dans l'éditeur de texte ), la matrice doit être espacée de 17 mm. (à confirmer)
- Pour le modèle B : ( A compléter)
Gestion des équipes :
Toutes les personnes présentes doivent signer la feuille de présence, puis se laver les mains. Ensuite elles enfilent un masque et une visière.
Les personnes sont réparties selon le nombre :
- 1 à 2 personnes sur les machines de découpe laser
- 1 personnes s'il faut pour la découpe des plaques
- Les autres seront placés sur les tables d'atelier ( espacées d'au moins 1m ) pour la préparation des commandes
Note : A chaque pause ( environ toutes les heures ), toutes les personnes doivent se laver les mains avant et après la pause.
Vers 17h, les équipes s'arrêtent pour procéder au nettoyage et l'entretien ( voir plus bas ).
Une photo de groupe est faite pour garder un souvenir du travail ensemble et communiquer sur l'investissement des personnes et de LABSud.
Note : le responsable d'équipe ( à déterminer ) est en charge du brief des participants, de veiller au respect des consignes et des mesures d'hygiène, à la bonne marche de la fabrication et au suivi des commandes et de la production ainsi qu'aux demandes et au questionnement de chacun.
Fabrication :
Tous les fichiers (.rld et .dxf) pour découper les modèles dans les découpeuses laser sont disponibles dans le drive ( lien à venir) et le freebox server accessible à partir du réseau dans les locaux de LABSud et sur tous les ordis du LAB.
Les noms des fichiers des modèles sont établis comme suit : "Nom.du.modèle_*Nom.de.la.pièce*_Nom.de.la.plaque.à.utiliser_Nom.institution_nombre.de.pièce.par.plaque.rld"
* Seulement si le modèle possède plusieurs pièces.
par exemple : "B_GRAND_P_CHU_x20.rld" (à vérifier)
- Placer la plaque de PETG correspondante ou dérouler le rouleau de PP dans la machine et ouvrir le fichier adéquate ou se référer au process de fabrication des masques tissus.
- Vérifier l'alignement du matériaux avec les grilles et la tête et vérifier les paramètres.
- Puis envoyer le fichier.
Note : Il est possible que le logiciel marque un message d'erreur "Quit processing" appuyer sur "stop" et relancer. Si le problème persiste redémarrer les ordis ou lancer le travail par morceaux ou par calque.
- Une fois le travail terminé, vérifier que toutes les coupes et gravage ont bien été réalisé correctement sinon relancer en fonction.
- Sortir les éléments de la machine et les amener sur les tables pour retirer le plastique et les morceaux.
- Noter sur le tableau de suivi de production à l'aide d'une barre dans la case correspondante ( photo à venir )
- Enlever le plastique et les morceaux détachables des différents éléments et veiller à ce qu'il n'en reste pas sur les gravures.
- Packager dans des sacs refermables les éléments par 25 (à confirmer) avec élastiques pour les structures, par 30 (à confirmer) pour les écrans et par multiples de 100 (à confirmer) pour les pinces du modèle B. Ecrire sur les sacs le nombre et la destination (institutions ou demandeurs)
- Entreposer les sacs sur la table "commande en cours" sous le nom de la commande (photo exemple à venir) jusqu'à ce que la commande soit finalisée.
- Une fois la commande finalisée, la placer dans les emplacements prêts à partir prêt de l'entrée(phot à venir)
Note : S'il y a du surplus de production, les placer sur la table "stock" packagés d'un élastique ou dans des sacs par groupes comme cité ci-dessus. Si certains éléments sont peu esthétiques ou non adéquates à pour les institutions de santé par exemple( à déterminer...) placer les sur la tables stocks avec un scotch à donner... Ils pourront être donné aux particuliers, professions en rapport avec le public etc... ( à déterminer )
Suivi de la production :
A chaque sortie d'une plaque, d'écrans ou de masques en tissus de la machine, un trait est réalisé sur le tableau prévu à cet effet dans la case correspondante.
A la fin de la journée, faire le compte de la production et l'écrire sur le tableau à droite des commande de bas en haut (photo à venir). Reporter les résultats dans le tableau de production. On pourra effacer un par un les comptes des jours les plus anciens une fois que ce côté de tableaux sera remplis pour permettre aux personnes de voir l'historique des jours précédents.
Les éléments sont conditionnés par paquet en sac refermables pour les livraisons. ( Voir documentation des modèles )
Nettoyage et entretien :
Chaque jour en fin de journée :
- Les tables de travail sont nettoyées et désinfectées.
- L'aspirateur est passé dans tous les locaux.
- Les poubelles sont vidées.
- L'entretien des découpeuses laser est fait : nettoyage des miroirs et lentilles ainsi que des bacs à chutes. Les grilles doivent être nettoyées au minimum 1 fois par semaine.
Liens :
( à venir )
No comments to display
No comments to display