Lutte contre le coronavirus
Liens vers ressources et fichiers :
- https://cloud.labsud.org/index.php/s/oW43ZQY366cAtXw?path=%2F
- Signaler sa disponibilité ou un besoin
- Masques
- Informations scientifiques
- Masque impression 3D
- Masque couture
- Tuto réalisation des masques tissus LABSud
- Gel hydroalcoolique
- Respirateur
- Lunettes
- maintenance / i3d pièces rechange
- Ressources
- Visières
- Visière LAHCEN
- Liens / Inspirations
- LABSud V1 - Découpée laser - PETG 1mm
- Visière LABSud MdWAM dit "B"
- Visière LABSud MA dit "A"
- Process de fabrication des visières et masques à LABSud
- Mode d emploi pour monter la visiere Alpha
- Ecouvillon / Swab
- Ouvre porte sans contact
- Attache Masque
Signaler sa disponibilité ou un besoin
Carte OSM (Impression/Matériel/Gel/Besoin)
Inscription sur le discord de Mr Bidouille nécessaire (voir ressources)
Carte de coordination géographique. Merci d'avance pour votre contribution :)
LIEN D'EDITION : http://umap.openstreetmap.fr/fr/map/anonymous-edit/432259:2s3fAtvnNDJYE20YhahuFeO57bM
LIEN DE PARTAGE (lecture seul diffusable hors du discord) : https://umap.openstreetmap.fr/fr/map/coordination-des-makers-vs-le-covid19_432259#13/43.6784/5.6868
OBJECTIF : repérer géographiquement les ressources à notre disposition. Merci de le remplir avec la nomenclature suivante :
- Nom du Marqueur : Votre_pseudo_discord #vos4chiffresid (+ description courte facultative) C'est pour pouvoir vous contacter via discord facilement.
-
Forme du Marqueur
- Rond Jaune : La position approximative de votre FABLAB, ou de votre ATELIER. Listez vos machines (Imp3D, matos électronique etc...)
- Carré Rouge : La position approximative d'un stock/reserve de MATERIEL de maker (bobine PLA/ matos électronique) qui vous est accessible, et qui peut être mis à contribution. Listez le matos.
- Carré Cyan : La position approximative de matériels/outils accessibles pour fabrication de GEL HYDRO en grande quantité. Listez le type de gel, la quantité envisageable et le délai de production si possible.
- Carre Vert : La position approximative de matériels/outils accessibles pour fabrication de MASQUES. Listez le type de masque, la quantité envisageable, et le délai de production si possible.
- Épingle Cyan : emplacement d'un besoin en GEL HYDRO, nombre de personne et profil (pour prioriser au besoin)
- Épingle Vert : emplacement d'un besoin en MASQUE, nombre de personne et profil (pour prioriser au besoin)
---> La nomenclature pourra évoluer en fonction des besoins et des sollicitations (vérifier le discord)
Référencement des disponibilités en impression 3D par le fablab Descartes
Formulaire permettant de répertorier vos imprimantes, vos matériaux et vos disponibilités
https://framaforms.org/inscription-reseau-dimprimeurs-3d-volontaires-1584449061
Masques
Informations scientifiques
Normes
La résistance inspiratoire doit être inférieure à 0,7 mbar à 30 L/min et inférieure à 2,4 mbar à 95 L/min. La résistance expiratoire doit être inférieure à 3,0 mbar à 160 L/min.'
Respect de la norme : Norme OEKO-TEX pour le coton selon le CHU de Montpellier

https://sciencetonnante.wordpress.com/2020/03/12/epidemie-nuage-radioactif-et-distanciation-sociale/

https://smartairfilters.com/en/blog/best-materials-make-diy-face-mask-virus/
Précisions sur la réglementation relative aux DM
Les masques chirurgicaux sont des DM soumis à la directive 93/42/CEE du 14 juin 1993 transposée dans le code de la santé (CSP) et différents arrêtés puis, à compter du 26 mai 2020, au règlement (UE) 2017/745 (renforçant un certain nombre d’exigences).
La réglementation définit 4 classes de DM : I, IIa, IIb et III, liées au niveau de risque potentiel pour le patient, le personnel soignant ou toute autre personne intervenant lors de l’utilisation. La classe I est la classe de risque la plus faible et regroupe la majorité des DM non invasifs dont font partie les masques chirurgicaux, les gants d’examen et certains types de blouse.
En vue de leur mise sur le marché, les DM doivent être revêtus du marquage CE, attestant de leurs performances et du respect de la procédure d’évaluation de la conformité aux exigences essentielles de sécurité et de santé énoncées par le CSP (articles R.5211-21 à R.5211-24) et l’article 1er de l’arrêté du 15 mars 2010 fixant les conditions de mise en œuvre des exigences essentielles applicables aux DM (l’annexe I du règlement (UE) 2017/745 fixe les exigences générales équivalentes en matière de sécurité et de performances). L’article R.5211-18 du CSP établit une présomption de conformité aux exigences essentielles pour les DM qui satisfont aux normes harmonisées publiées au Journal officiel de l’Union européenne.
Pour les DM de classe I que sont les masques chirurgicaux, gants d’examen et certains types de blouse, la procédure d’évaluation de la conformité applicable (déclaration CE de conformité) ne nécessite pas l’intervention d’un organisme notifié. Elle induit notamment, pour le fabricant, d’établir la documentation technique décrite au point 3 de l’article 1er de l’arrêté du 15 mars 2010 fixant les modalités d'application des procédures de certification de la conformité. Spécifiquement pour les masques chirurgicaux, il existe une norme harmonisée portant sur leur fabrication et leur conception : la norme EN 14683:2005 (exigences et méthodes d’essai). Le respect de cette norme permet de répondre aux exigences en matière d’infection et de contamination microbienne. Vous trouverez cette norme en pièce jointe (version mise à jour en mars 2019).
Recommandation de la Commission visant à assouplir les procédures d’évaluation de la conformité et de surveillance du marché des EPI et DM dans le contexte de la menace que représente le COVID-19
La Commission a publié le 16 mars une recommandation référencée (UE) 2020/403 dans laquelle elle invite l’ensemble des opérateurs économiques ainsi que les organismes notifiés et les autorités de surveillance du marché à mettre en œuvre toutes les mesures à leur disposition pour soutenir les efforts visant à faire en sorte que l’offre d’EPI et de DM sur le marché de l’UE dans son intégralité réponde à la demande en constante augmentation. Elle suggère notamment, lorsque les autorités de surveillance du marché constatent que des EPI ou des DM garantissent un niveau adéquat de santé et de sécurité conformément aux exigences énoncées dans le règlement (UE) 2016/425 ou de la directive 93/42/CEE ou du règlement (UE) 2017/745, même lorsque les procédures d’évaluation de la conformité, y compris l’apposition du marquage CE n’ont pas été menées à leur terme dans le respect des règles harmonisées, d’autoriser la mise à disposition de ces produits sur le marché de l’Union pendant une période limitée et pendant que les procédures nécessaires sont effectuées.
Ces éléments peuvent être communiqués au professionnel en parallèle de la redirection vers l'ARS locale. Ils vont être intégrés dans la FAQ interne disponible dans l’espace GECI dédié au COVID-19.
Enfin, la direction générale de la santé (MSS) prépare une communication sur la mobilisation des capacités de production pour la fabrication de masques (des échanges sont en cours avec la filière textile). Elle devrait être diffusée sous 48 heures (d’ici le 20 mars).
Masque impression 3D
COVID-19 Emergency DIY mask
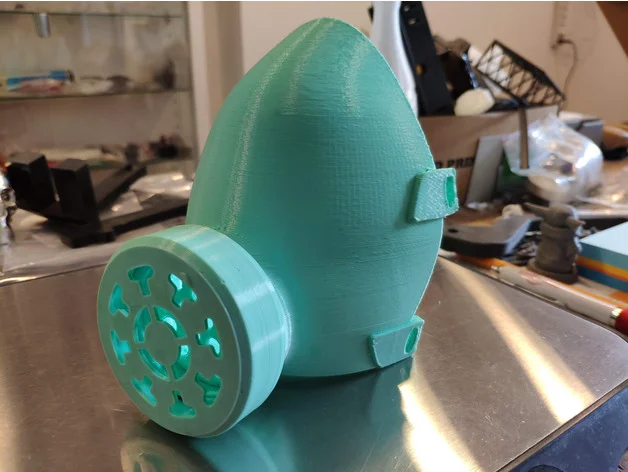
TPU : 0.1mm, 20% = 17:57 d'impression, 114g // 0.2mm, 20% = 8:58 d'impression, 112g
HEPA Covid Coronavirus Face Mask
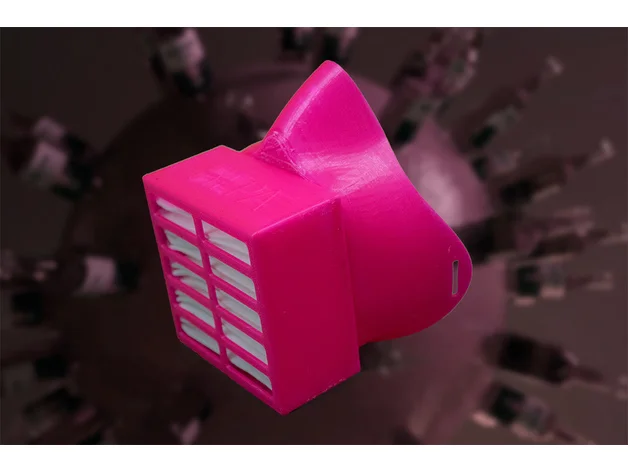
TPU : 0.2mm, 20% = 12:13 d'impression, 77g pour le modèle "update-4_HEPA-filter_male_12cm"
Personal Antimicrobial Facemask

TPU : 0.2mm, 20% = 4:05 d'impression, 20g
Simply Flexible Mask Valvy

TPU :
Flexible Mask Valvy [PLA too]

TPU : 0.2mm, 20% = environ 17:00 d'impression vu le nombre de pièce et environ 95g
MASK COVI 19 REMIX NanoHack by Boutiprint

https://copper3d.com/hackthepandemic/
https://www.thingiverse.com/thing:4230330/files
Masque couture
- Masque de protections 5 à 7 couches de polypropylène non tissé 30g/m2
- Expérimentation en cours pour le thermocollage (à privilégier)
- Liens à découper avec l'enveloppe (éviter les liens cousus)
Masques en deux parties - Enveloppe rectangulaire - 36x19cm
La partie filtre - superposition de 3-5 couches de PP 15cm x15cm
Liens à inclure dans le rectangle enveloppe à 2cm.
Composition du filtre: pp non-tissé, coton, molleton de coton, microfibres (attente avis du CHU : Mercredi 18 mars après midi)
Découpe laser possible : (Plusieurs couches testé par Anne/Mentzo) mais risques de thermocollage entre les couches
Matériels nécessaires
- Rouleaux de tissus cotons (Norme OEKOTEX : https://www.plim.fr/fr/content/29-info-oekotex)
- Voiles d'hivernages (https://jardinage.ooreka.fr/comprendre/voile-d-hivernage) (attente du bon de commande 160m² disponible à castries soit 300 masques)
- Machines de thermocollage en points / lignes (Il faudrait une machine pour du thermocollage par point (lanières), une autre pour des lignes droites. Tout le masque doit être plié puis cousu ou thermocollé sur 3 côtés)
- Élastiques (Diamètre entre 2 à 5mm, 2x18cm par masques (à la place des lanières))
Personnels nécessaires
- Couturières
Tests



Spécifications
- lavable à 90°
- filtration mieux que rien
- réutilisables
- bonne résistance structurelle.
- Thermocollable.
Élastiques
Diamètre entre 2 à 5mm, 2x18cm par masques (à la place des lanières)
40cm par masque.
Lanières
Carrés 15x15 entre les 2 lanières; ça en fait 6. Ensuite faudra agencer un deuxième, en le retournant, dessous.
Plis
Inclure 13cm de fil de cuivre, idéalement du 1.5mm2 dénudé pour épouser le nez.
4 plis de 2cm (pliage du masque avant couture ou thermocollage) voir photo 1
Thermocollage
* des points ronds (diamètre: 10mm)
* Température entre 100 et 180°
* Durée et pression à définir
Rouleau
- 2 mètres de largeur / : 5 masques en largeur
- 5/10 mètres de longueur
- Système de pré découpe type fleuriste nécessaire
Couturières
- GooglesForm pour recensement et contact : https://docs.google.com/forms/d/e/1FAIpQLScMrxeH3rNUqC8Vhun45ogoxhdcOlDKdqAjF6ObONQOUCOBUg/viewform?usp=pp_url
(Lien ajouter dans le tuto de réalisation des masques par LABSud)
Ressources
- https://www.facebook.com/groups/1120744844933688/
- https://www.rtbf.be/info/regions/brabant-wallon/detail_coronavirus-fabriquer-des-masques-pour-aider-ceux-qui-en-ont-besoin-d-accord-mais-pas-n-importe-comment?id=10459261&fbclid=IwAR3CXCt4QYvUpL88-NfU7oY4w1w7ipf2wJVK8GbxD-wgF9hFkzqcHCvz34o
(Lien ajouter dans le tuto de réalisation des masques par LABSud)
Réglementation
Précisions sur la réglementation relative aux DM
Les masques chirurgicaux sont des DM soumis à la directive 93/42/CEE du 14 juin 1993 transposée dans le code de la santé (CSP) et différents arrêtés puis, à compter du 26 mai 2020, au règlement (UE) 2017/745 (renforçant un certain nombre d’exigences).
La réglementation définit 4 classes de DM : I, IIa, IIb et III, liées au niveau de risque potentiel pour le patient, le personnel soignant ou toute autre personne intervenant lors de l’utilisation. La classe I est la classe de risque la plus faible et regroupe la majorité des DM non invasifs dont font partie les masques chirurgicaux, les gants d’examen et certains types de blouse.
En vue de leur mise sur le marché, les DM doivent être revêtus du marquage CE, attestant de leurs performances et du respect de la procédure d’évaluation de la conformité aux exigences essentielles de sécurité et de santé énoncées par le CSP (articles R.5211-21 à R.5211-24) et l’article 1er de l’arrêté du 15 mars 2010 fixant les conditions de mise en œuvre des exigences essentielles applicables aux DM (l’annexe I du règlement (UE) 2017/745 fixe les exigences générales équivalentes en matière de sécurité et de performances). L’article R.5211-18 du CSP établit une présomption de conformité aux exigences essentielles pour les DM qui satisfont aux normes harmonisées publiées au Journal officiel de l’Union européenne.
Pour les DM de classe I que sont les masques chirurgicaux, gants d’examen et certains types de blouse, la procédure d’évaluation de la conformité applicable (déclaration CE de conformité) ne nécessite pas l’intervention d’un organisme notifié. Elle induit notamment, pour le fabricant, d’établir la documentation technique décrite au point 3 de l’article 1er de l’arrêté du 15 mars 2010 fixant les modalités d'application des procédures de certification de la conformité. Spécifiquement pour les masques chirurgicaux, il existe une norme harmonisée portant sur leur fabrication et leur conception : la norme EN 14683:2005 (exigences et méthodes d’essai). Le respect de cette norme permet de répondre aux exigences en matière d’infection et de contamination microbienne. Vous trouverez cette norme en pièce jointe (version mise à jour en mars 2019).
Recommandation de la Commission visant à assouplir les procédures d’évaluation de la conformité et de surveillance du marché des EPI et DM dans le contexte de la menace que représente le COVID-19
La Commission a publié le 16 mars une recommandation référencée (UE) 2020/403 dans laquelle elle invite l’ensemble des opérateurs économiques ainsi que les organismes notifiés et les autorités de surveillance du marché à mettre en œuvre toutes les mesures à leur disposition pour soutenir les efforts visant à faire en sorte que l’offre d’EPI et de DM sur le marché de l’UE dans son intégralité réponde à la demande en constante augmentation. Elle suggère notamment, lorsque les autorités de surveillance du marché constatent que des EPI ou des DM garantissent un niveau adéquat de santé et de sécurité conformément aux exigences énoncées dans le règlement (UE) 2016/425 ou de la directive 93/42/CEE ou du règlement (UE) 2017/745, même lorsque les procédures d’évaluation de la conformité, y compris l’apposition du marquage CE n’ont pas été menées à leur terme dans le respect des règles harmonisées, d’autoriser la mise à disposition de ces produits sur le marché de l’Union pendant une période limitée et pendant que les procédures nécessaires sont effectuées.
Ces éléments peuvent être communiqués au professionnel en parallèle de la redirection vers l'ARS locale. Ils vont être intégrés dans la FAQ interne disponible dans l’espace GECI dédié au COVID-19.
Enfin, la direction générale de la santé (MSS) prépare une communication sur la mobilisation des capacités de production pour la fabrication de masques (des échanges sont en cours avec la filière textile). Elle devrait être diffusée sous 48 heures (d’ici le 20 mars).
(Texte ajouté dans Masques/ Informations scientifiques)
Tuto réalisation des masques tissus LABSud
Recommandation AFNOR : 60g/m²
Prototype envoyé a la DGA (Direction Général de l'Armement).
Au 15/04/2020, ils ont reçu 1.500 demande d'avis sur les masques, alors on risque d'attendre avant d'avoir un retour...
Matériels nécessaires
- Rouleau de polypropylène non tissé 30g/m² type "voiles d'hivernages"
- 100cm de largeur et 5/10 mètres de longueur
- rubans, lacets, fils élastiques ou gros fils pour les attaches
Machines nécessaires
- Machine à coudre avec fils
- Découpe laser
Couturières
- GooglesForm pour recensement et contact : https://docs.google.com/forms/d/e/1FAIpQLScMrxeH3rNUqC8Vhun45ogoxhdcOlDKdqAjF6ObONQOUCOBUg/viewform?usp=pp_url
Spécifications
- Stérilisable thermique : Étuve/Autoclave : 135°c pendant 20 min
- Lavage plus compliqué : apparition de bouloches donc moins agréable
- Réutilisable
- Bonne résistance structurelle
Fabrication
- Positionner 2 à 6 (attente retour DGA) couches de polypropylène les une par dessus les autres.
- Faire des traits sur la longueur comme indiqué sur le patron :
 (21 cm puis 4 cm puis 21 etc...) ce qui permet de faire 3 masques (si on prend 50 cm de large) tous les 25 cm (soit 3*4 = 12 masques/mètre)
(21 cm puis 4 cm puis 21 etc...) ce qui permet de faire 3 masques (si on prend 50 cm de large) tous les 25 cm (soit 3*4 = 12 masques/mètre) - Coudre en ligne droite sur ces traits ( attention le tissus étant léger il a tendance à se tordre et glisser : il est conseillé de s'aider d'épingles pour tenir le tissus en place )
- Poser le rouleau ainsi cousu dans la laser
- Envoyer le fichier dans le logiciel de la laser ( soit "MASQUE TISSUS LABSUD.dxf" ou pour Laserwork "MASQUE TISSUS LABSUD.rld" à télécharger dans le cloud ) en veillant bien à ce que le tissus soit tendu et les lignes cousues bien horizontales ( Paramètres : vitesse = 100 mm/s et puissance = 60% /! attention : ces paramètres sont donnés à titre indicatif faire un test selon la puissance de la machine !/)
- Sortir les masques une fois découpés
- Insérer les rubans, lacets, fils ou autres systèmes d'attaches dans les trous en "zigzag" ( photo à venir )

Note : Dans le cadre de la production de ses masques à LABSud, les masques sont conditionnés par paquet de 50 (à confirmer) dans un sac refermable et les attaches ne sont pas fournies.
Liens et Ressources :
Liens vers le dossier cloud où se trouve les fichiers de découpe
Lien vers vidéos de marquage "20200408_095855.mp4" et "20200408_100121.mp4" et lien Youtube à venir
Lien vers vidéo de couture "20200408_101055.mp4" et lien Youtube à venir
- https://www.facebook.com/groups/1120744844933688/
- https://www.rtbf.be/info/regions/brabant-wallon/detail_coronavirus-fabriquer-des-masques-pour-aider-ceux-qui-en-ont-besoin-d-accord-mais-pas-n-importe-comment?id=10459261&fbclid=IwAR3CXCt4QYvUpL88-NfU7oY4w1w7ipf2wJVK8GbxD-wgF9hFkzqcHCvz34o
Gel hydroalcoolique
Recette
Officielle (OMS)
(pdf joint à la documentation au cas où)
Alternatives
https://planetezerodechet.fr/coronavirus-recette-gel-hydroalcoolique-lotion-antibacterien-mains/
Distributeur
https://www.facebook.com/biomakersb/videos/vb.854491824760411/196025641848175/?type=2&theater
Respirateur
Ressources
https://www.facebook.com/groups/670932227050506/permalink/676860193124376/
Lunettes
Lunettes
https://www.3dnatives.com/bouclier-facial-imprime-en-3d-prusa-200320203/
https://www.prusaprinters.org/prints/25714-pomoznemocnicisk-protective-shield/files
https://making.engr.wisc.edu/shield/
https://www.facebook.com/story.php?story_fbid=4228863213805867&id=118007634891466
maintenance / i3d pièces rechange
valves de remplacemement en i3d pour parer a l'urgence
pièces de rechange imprimées en 3d pour parer a l'urgence en attendant la dispo fournisseur : questions: porosité ? materiau ? a voir au cas par cas, mais les fablabs ont été sollicités en italie pour cela: cf http://www.primante3d.com/valves-covid19-16032020/
Ressources
Groupe(s) Facebook
https://www.facebook.com/groups/1120744844933688/
Source(s) documentaire(s)
https://pad.degrowth.net/nTtnXZiKT4a-Rir6PMPqUQ?view
https://www.facebook.com/CVUT.v.Praze/posts/10158076692324084
Discord
https://discordapp.com/invite/N9PANj2
Slack
https://helpfulengineering.slack.com/
Jogl
https://app.jogl.io/project/130
Visières
Visière LAHCEN
Liens / Inspirations
https://www.protohaven.org/proto-shield/
https://gitlab.com/volumes1/visi-re-plexi-volumes/-/blob/master
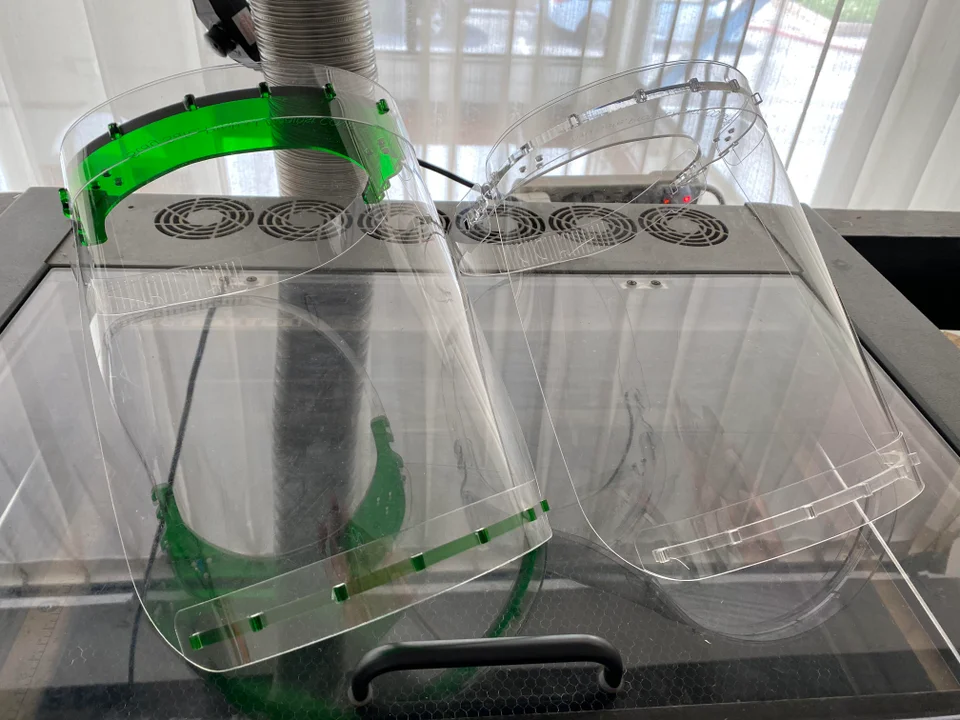
LABSud V1 - Découpée laser - PETG 1mm
Ce modèle utilise les feuilles de PETG 1 mm.




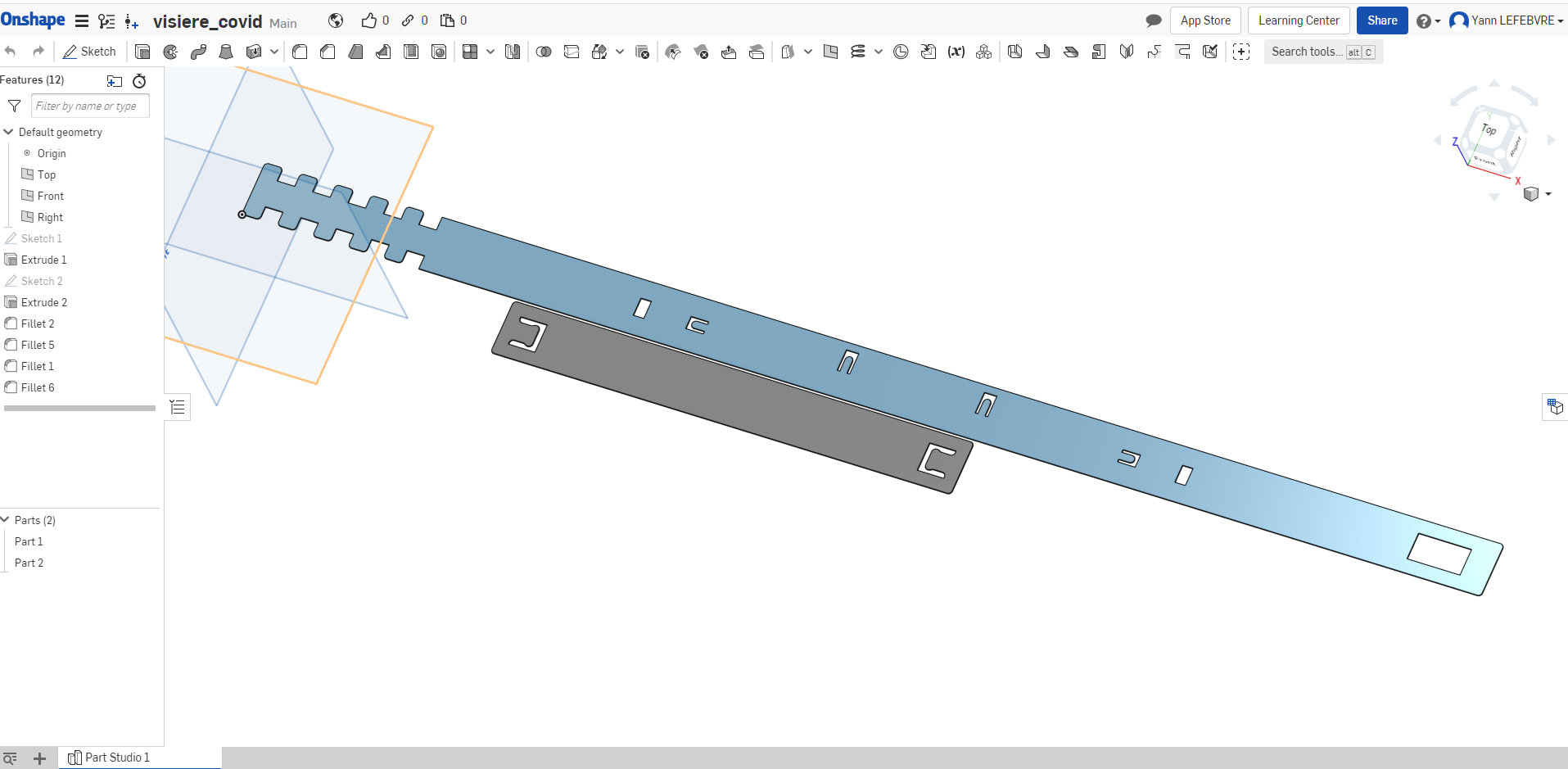
Principales caractéristiques
- Très rapide à découper : avec une panelisation, on est aux alentours de 1 minute / visière sur une découpeuse laser 80W.
- Rentre sur des découpe laser de 700 mm de large.
- Montage très rapide : en sortie de laser on ôte les plastique de protection, et on monte les deux pièces (entre 10 et 20 secondes).
- Taille ajustable.
- Aucune autre composant nécessaire (mise à part le plastron interchangeable évidemment).
- Confortable et légère.
- Résistante.
- Uniquement en PETG : désinfection facile.
Point d'amélioration possible
- La mise en place du plastron n'est pas fastidieuse mais je pense qu'on peut mieux faire.
Liens
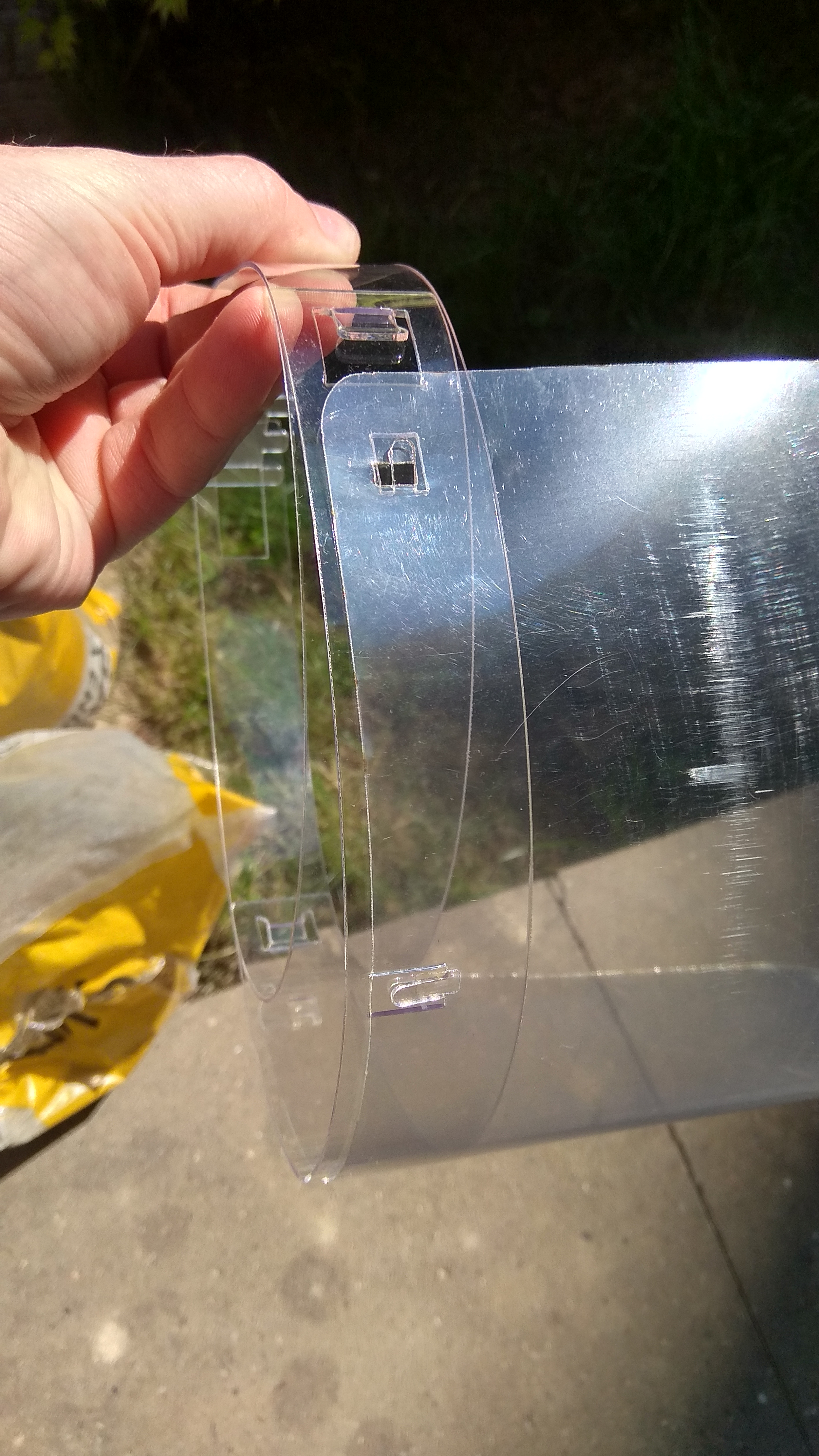
Visière LABSud MdWAM dit "B"
Matériaux :
Ce modèle utilise des plaques de PETG 1 mm et des feuilles de PP de 100 microns.
(Photo "20200407_181226.jpg" et "20200407_181237.jpg")
Caractéristiques :
Ce modèle possède deux pièces et 4 pinces pour tenir l'écran.
- Rapide à fabriquer : ( temps unitaire à venir )
- Rentre sur des découpes laser de 700 mm de large. (taille unitaire à venir)
- Montage rapide : en sortie de laser on ôte les plastique de protection et on monte les deux pièces puis l'écran (entre 10 et 20 secondes).
- Autre composant nécessaire : le plastron interchangeable et un élastique.
- Confortable et légère.
- Résistante.
- PETG et PMMA : désinfection facile.
- Les pinces permettent un maintient optimal de l'écran.
Fichiers :
Les noms des fichiers du modèle sont établis comme suit : "Nom.du.modèle_Nom.de.la.pièce_Nom.de.la.plaque_Nom.institution_nombre.de.pièce.par.plaque.rld"
par exemple : "B_GRAND_P_CHU_x20.rld" ( à vérifier )
Liens vers le dossier du cloud (à venir)
Fabrication :
Voir la documentation du process de fabrication
Temps de fabrication unitaire : ( à venir )
Temps de fabrication par plaque : ( à venir )
Nombre au m² : ( à venir )
Montage :
( photo ou vidéo à venir )
Liens :
Lien du modèle de base ( à venir )
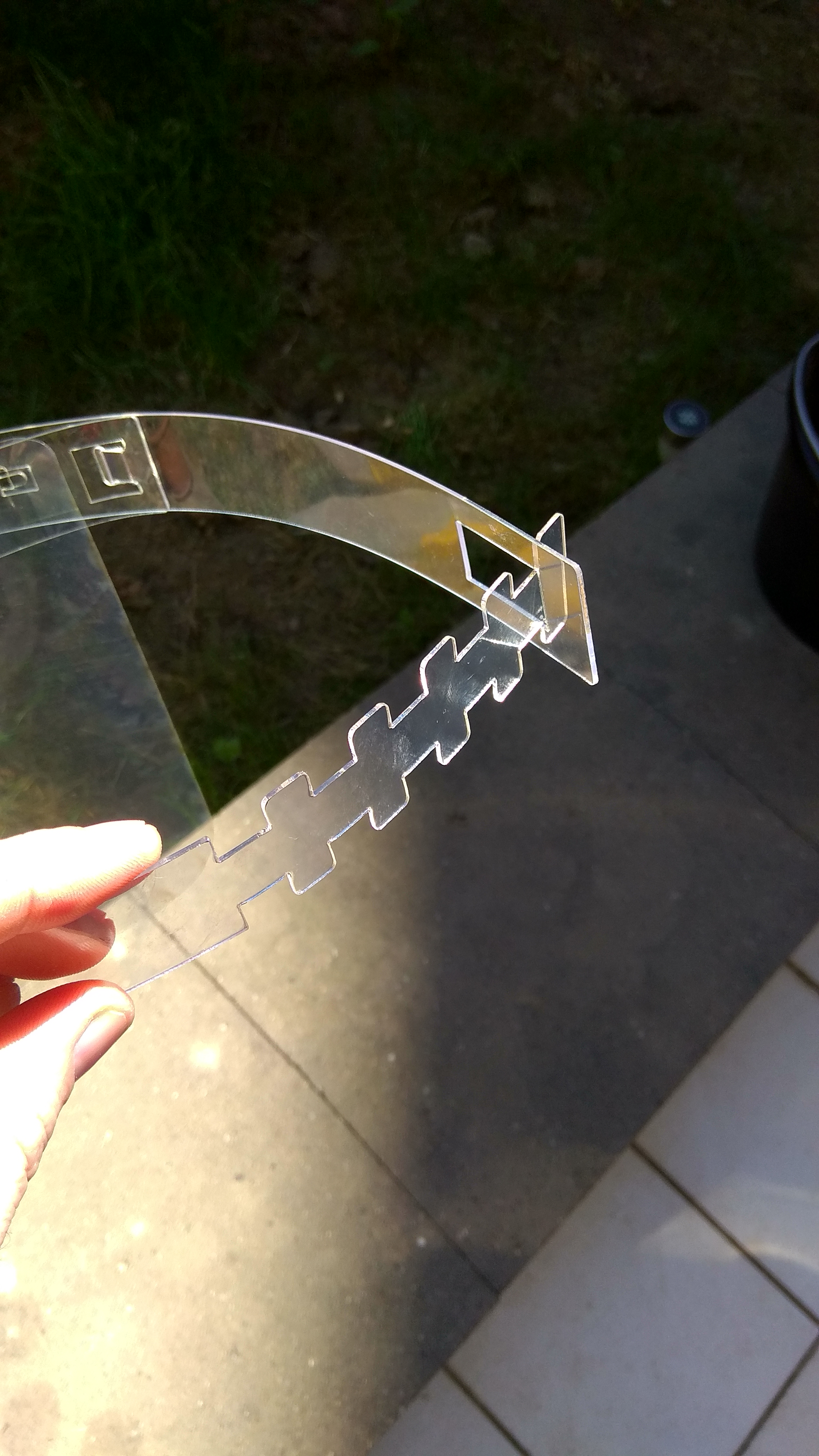
Visière LABSud MA dit "A"
Matériaux :
Ce modèle utilise des plaques de PETG 1 mm et des feuilles de PP de 100 microns.
(Photo "20200407_181410.jpg)
Caractéristiques :
Ce modèle possède une pièce et un écran.
- Rapide à fabriquer : ( temps unitaire à venir )
- Rentre sur des découpes laser de 700 mm de large ( taille unitaire : à venir )
- Montage très rapide : en sortie de laser on ôte les plastiques de protection et on monte l'écran (entre 10 et 20 secondes).
- Taille ajustable.
- Aucune autre composant nécessaire (mise à part l'écran interchangeable)
- Confortable et légère.
- Résistante.
- Uniquement en PETG : désinfection facile.
Fichiers :
Les noms des fichiers du modèle sont établis comme suit : "Nom.du.modèle_Nom.de.la.plaque_Nom.institution_nombre.de.pièce.par.plaque.rld"
par exemple : "A_P_CHU_x20.rld" ( à vérifier )
Liens vers le dossier du cloud (à venir)
Fabrication :
Voir la documentation du process de fabrication
Temps de fabrication unitaire : ( à venir )
Temps de fabrication par plaque : ( à venir )
Nombre au m² : ( à venir )
Montage :
Liens :
https://cloud.labsud.org/index.php/s/oW43ZQY366cAtXw
Process de fabrication des visières et masques à LABSud
Matériaux :
Les visières sont découpées à la découpeuse laser en PETG 1 mm.
Les plaques de PETG 1mm ont été acheté chez Richardson-plastiques à Béziers.
Les écrans sont découpées à la découpeuse laser en PP de 100 microns.
Le rouleau de PP a été acheté chez ... ( à venir )
Les pinces pour le modèle B sont découpées à la découpeuse laser en PMMA 3 mm.
Le PMMA a été achété chez ... ( à venir )
Les matériaux de fabrication des masques tissus se trouve ici
Découpe des planches de PETG 1 mm :
La découpe optimisée des plaques de 205x122 cm se fait comme suit :
( Photo à venir )
- Les plaques nommées "P" (72x51.25cm) sont destinées en priorité à la petite laser 80W.
- Les plaques "P1" (72x53cm) sont destinées en priorité à la grande laser 180W.
- Les plaques "C" (61x53cm) sont des chutes.
- A noter que toutes les plaques peuvent rentrer dans les deux machines découpeuses laser de LABSud bien que la surface de travail de la 80W soit de 70x50cm (il restera des bandes de chutes, qu'il faudra ranger dans "la boite à chute" qui se trouve dans l'atelier).
Une fois la découpe réalisée, noter le nom des planches "P", "P1" ou "C" sur les coupes et les entreposer prêt des machines.
Découpe des planches de PETG 1.5 mm :
La découpe optimisée des plaques de 205x122 cm se fait comme suit :
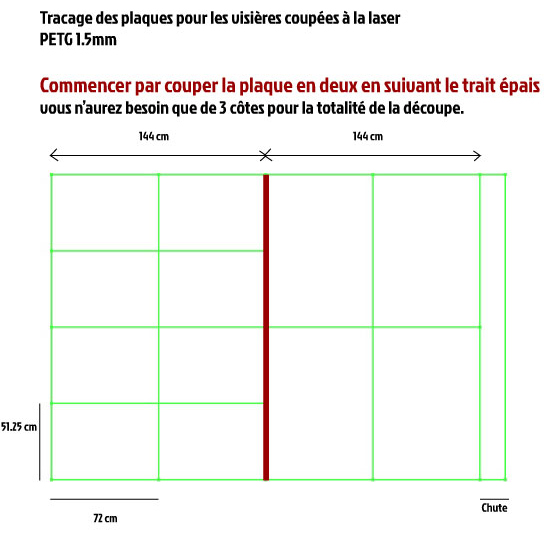
- Les plaques nommées "P" (72x51.25cm) sont destinées en priorité à la petite laser 80W.
- Les plaques "P1" (72x53cm) sont destinées en priorité à la grande laser 180W.
- Les plaques "C" (61x53cm) sont des chutes.
- A noter que toutes les plaques peuvent rentrer dans les deux machines découpeuses laser de LABSud bien que la surface de travail de la 80W soit de 70x50cm (il restera des bandes de chutes, qu'il faudra ranger dans "la boite à chute" qui se trouve dans l'atelier).
Une fois la découpe réalisée, noter le nom des planches "P", "P1" ou "C" sur les coupes et les entreposer prêt des machines.
Modèles :
Suite aux demandes du CHU, de l'APF, de l'AFM etc... LABSud a prototypé et fabriqué différents modèles.
- Le "MA" qu'on appellera le "A"
- Le "MdWAM" qu'on appellera le "B"
- Le LABSud V1 (YL design) qu'on appellera le "C"
- Les masques en tissus qu'on appellera "T"
Le process de fabrication des masques tissus se trouve ici
Ces institutions ont retenu pour l'heure le modèle A.
Note : le modèle B est pris par le DAR ? (à corriger)
Références :
Pour le suivi de la fabrication et des retours, chaque jour de production (or samedi et dimanche sauf exception) portera un code et devra être gravé sur la production suivi du code du modèle.
- 1 = lundi 13 avril 2020
- 2 = mardi 14 avril 2020
- 3 = mercredi 15 avril 2020 ...
Exemple : Production du modèle "MA" le lundi 13 avril 2020, il faudra inscrire sur tous les éléments de la production : "1A"
Note : La production a commencé plus tôt, les précédentes fabrications ont la date du jour et le nom du modèle de base inscrit.
Suivi des commandes :
A chaque nouvelle demande, proposer les différents modèles ou voir le stock.
Noter sur le tableau blanc : (photo à venir)
- le nom de l'institution/entreprise/corps de métier ou personne
- La date de commande
- La deadline s'il y en a une
- Le nom du modèle choisi
- Le nombre
Reporter tous les renseignements dans le tableau des commandes
On pourra effacer sur le tableau blanc petit à petit, les commandes livrées pour permettre aux personnes de voir l'historique des jours précédents. Il faudra imprimer la feuille du tableau des commandes de temps en temps pour montrer l'avancement.
Une feuille de décharge devra être signé par les organismes lors de la livraison ( à déterminer ) ainsi que la feuille de don dans les cas concernés.
Préparation des fichiers :
Les fichiers seront préparés en amont pour gagner en rapidité de production le jour même.
- Paramètres indicatifs pour la 180W : ( à venir )
- Paramètres indicatifs pour la 80W : ( à venir )
Les paramètres de vitesse et de puissance pour les machines sont normalement enregistrés directement dans le fichier .rld mais attention selon le nettoyage, la focale bien calibrée et d'autres paramètres il est possible que les plaques soient mal découpées ou brulées : Il faudra toujours faire des vérifications.
Les logos des institutions ainsi que de l'association sont également disponibles avec une police en uni trait pour gagner du temps en gravure : Lien vers le dossier du cloud
Note : La police "simplex" disponible sur laserwork (pas du lab), inkscape ou téléchargeable sur ce site permet de facilité la mise en forme de la police en uni trait pour réduire le temps de gravure.
Sur laserwork, une fois le texte créé avec la police "simplex" utiliser la fonction "ungroup" puis la fonction "delete overlap" permet de réduire rapidement le nombre de trait après quelques tests de paramètre. Puis utiliser la fonction "combine curve" permet de rejoindre les traits pour optimiser le déplacement.
Changement de référence sur les modèles :
- Pour le modèle A : Pour une police "simplex" de 8 mm de haut (dimensions en haut à gauche pas dans l'éditeur de texte ), la matrice doit être espacée de 17 mm. (à confirmer)
- Pour le modèle B : ( A compléter)
Gestion des équipes :
Toutes les personnes présentes doivent signer la feuille de présence, puis se laver les mains. Ensuite elles enfilent un masque et une visière.
Les personnes sont réparties selon le nombre :
- 1 à 2 personnes sur les machines de découpe laser
- 1 personnes s'il faut pour la découpe des plaques
- Les autres seront placés sur les tables d'atelier ( espacées d'au moins 1m ) pour la préparation des commandes
Note : A chaque pause ( environ toutes les heures ), toutes les personnes doivent se laver les mains avant et après la pause.
Vers 17h, les équipes s'arrêtent pour procéder au nettoyage et l'entretien ( voir plus bas ).
Une photo de groupe est faite pour garder un souvenir du travail ensemble et communiquer sur l'investissement des personnes et de LABSud.
Note : le responsable d'équipe ( à déterminer ) est en charge du brief des participants, de veiller au respect des consignes et des mesures d'hygiène, à la bonne marche de la fabrication et au suivi des commandes et de la production ainsi qu'aux demandes et au questionnement de chacun.
Fabrication :
Tous les fichiers (.rld et .dxf) pour découper les modèles dans les découpeuses laser sont disponibles dans le drive ( lien à venir) et le freebox server accessible à partir du réseau dans les locaux de LABSud et sur tous les ordis du LAB.
Les noms des fichiers des modèles sont établis comme suit : "Nom.du.modèle_*Nom.de.la.pièce*_Nom.de.la.plaque.à.utiliser_Nom.institution_nombre.de.pièce.par.plaque.rld"
* Seulement si le modèle possède plusieurs pièces.
par exemple : "B_GRAND_P_CHU_x20.rld" (à vérifier)
- Placer la plaque de PETG correspondante ou dérouler le rouleau de PP dans la machine et ouvrir le fichier adéquate ou se référer au process de fabrication des masques tissus.
- Vérifier l'alignement du matériaux avec les grilles et la tête et vérifier les paramètres.
- Puis envoyer le fichier.
Note : Il est possible que le logiciel marque un message d'erreur "Quit processing" appuyer sur "stop" et relancer. Si le problème persiste redémarrer les ordis ou lancer le travail par morceaux ou par calque.
- Une fois le travail terminé, vérifier que toutes les coupes et gravage ont bien été réalisé correctement sinon relancer en fonction.
- Sortir les éléments de la machine et les amener sur les tables pour retirer le plastique et les morceaux.
- Noter sur le tableau de suivi de production à l'aide d'une barre dans la case correspondante ( photo à venir )
- Enlever le plastique et les morceaux détachables des différents éléments et veiller à ce qu'il n'en reste pas sur les gravures.
- Packager dans des sacs refermables les éléments par 25 (à confirmer) avec élastiques pour les structures, par 30 (à confirmer) pour les écrans et par multiples de 100 (à confirmer) pour les pinces du modèle B. Ecrire sur les sacs le nombre et la destination (institutions ou demandeurs)
- Entreposer les sacs sur la table "commande en cours" sous le nom de la commande (photo exemple à venir) jusqu'à ce que la commande soit finalisée.
- Une fois la commande finalisée, la placer dans les emplacements prêts à partir prêt de l'entrée(phot à venir)
Note : S'il y a du surplus de production, les placer sur la table "stock" packagés d'un élastique ou dans des sacs par groupes comme cité ci-dessus. Si certains éléments sont peu esthétiques ou non adéquates à pour les institutions de santé par exemple( à déterminer...) placer les sur la tables stocks avec un scotch à donner... Ils pourront être donné aux particuliers, professions en rapport avec le public etc... ( à déterminer )
Suivi de la production :
A chaque sortie d'une plaque, d'écrans ou de masques en tissus de la machine, un trait est réalisé sur le tableau prévu à cet effet dans la case correspondante.
A la fin de la journée, faire le compte de la production et l'écrire sur le tableau à droite des commande de bas en haut (photo à venir). Reporter les résultats dans le tableau de production. On pourra effacer un par un les comptes des jours les plus anciens une fois que ce côté de tableaux sera remplis pour permettre aux personnes de voir l'historique des jours précédents.
Les éléments sont conditionnés par paquet en sac refermables pour les livraisons. ( Voir documentation des modèles )
Nettoyage et entretien :
Chaque jour en fin de journée :
- Les tables de travail sont nettoyées et désinfectées.
- L'aspirateur est passé dans tous les locaux.
- Les poubelles sont vidées.
- L'entretien des découpeuses laser est fait : nettoyage des miroirs et lentilles ainsi que des bacs à chutes. Les grilles doivent être nettoyées au minimum 1 fois par semaine.
Liens :
( à venir )
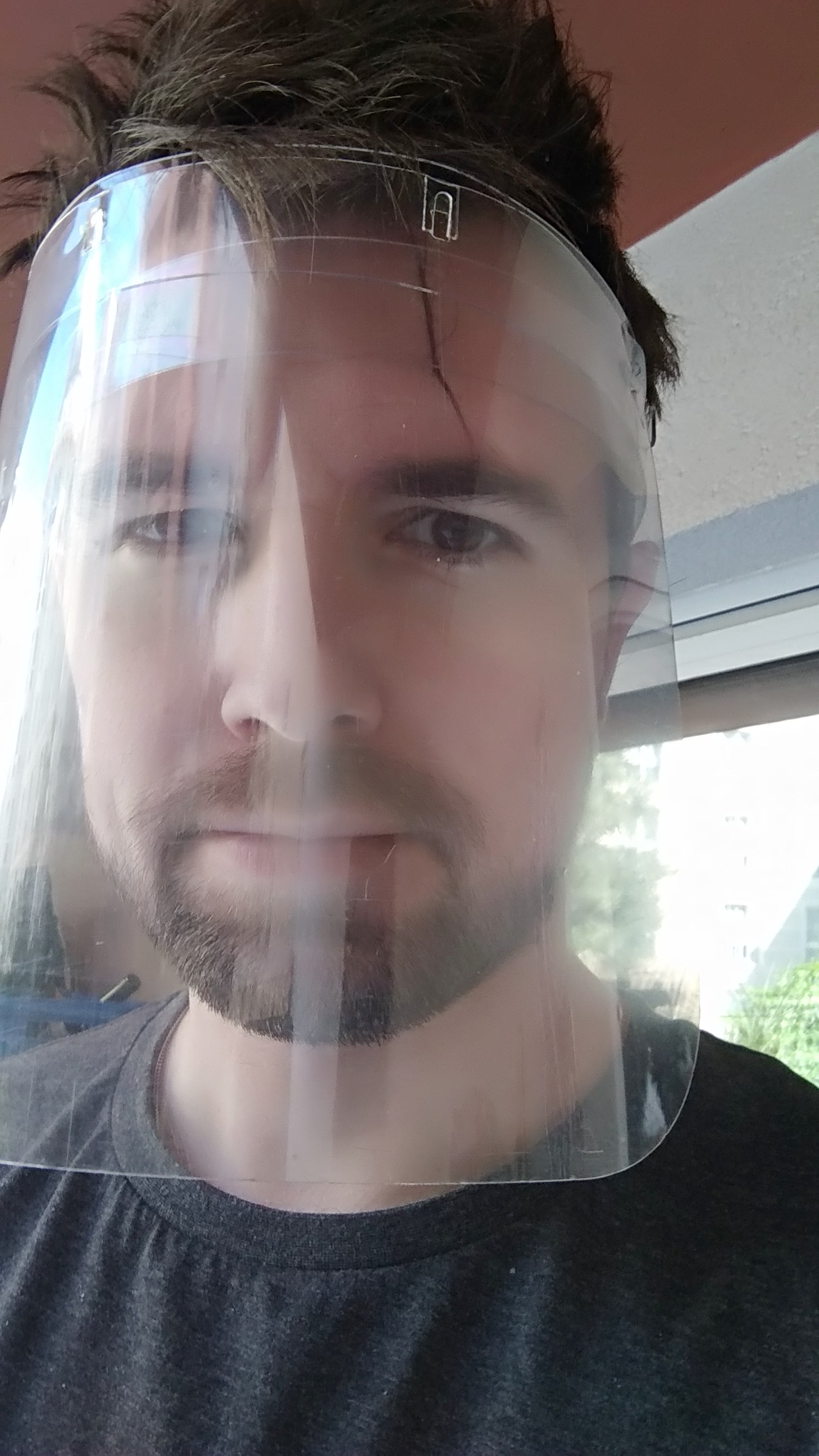
Mode d emploi pour monter la visiere Alpha

Vidéo (YouTube vidéo non-répertoriée) : https://youtu.be/uXlmFQyzLV0
A - Etape 1

positionner l'écran devant soi et prendre le bandeau serre tête du côté ou se trouve la flêhe en venant l'insérer dans la première fente extérieure comme indiqué sur la photo. Veillez bien à passer par en dessous de façon à faire remonter la flêche, ainsi les étapes suivantes ne nécéssiteront pas de retourner l'ensemble pour être réalisées.
B - Etape 2
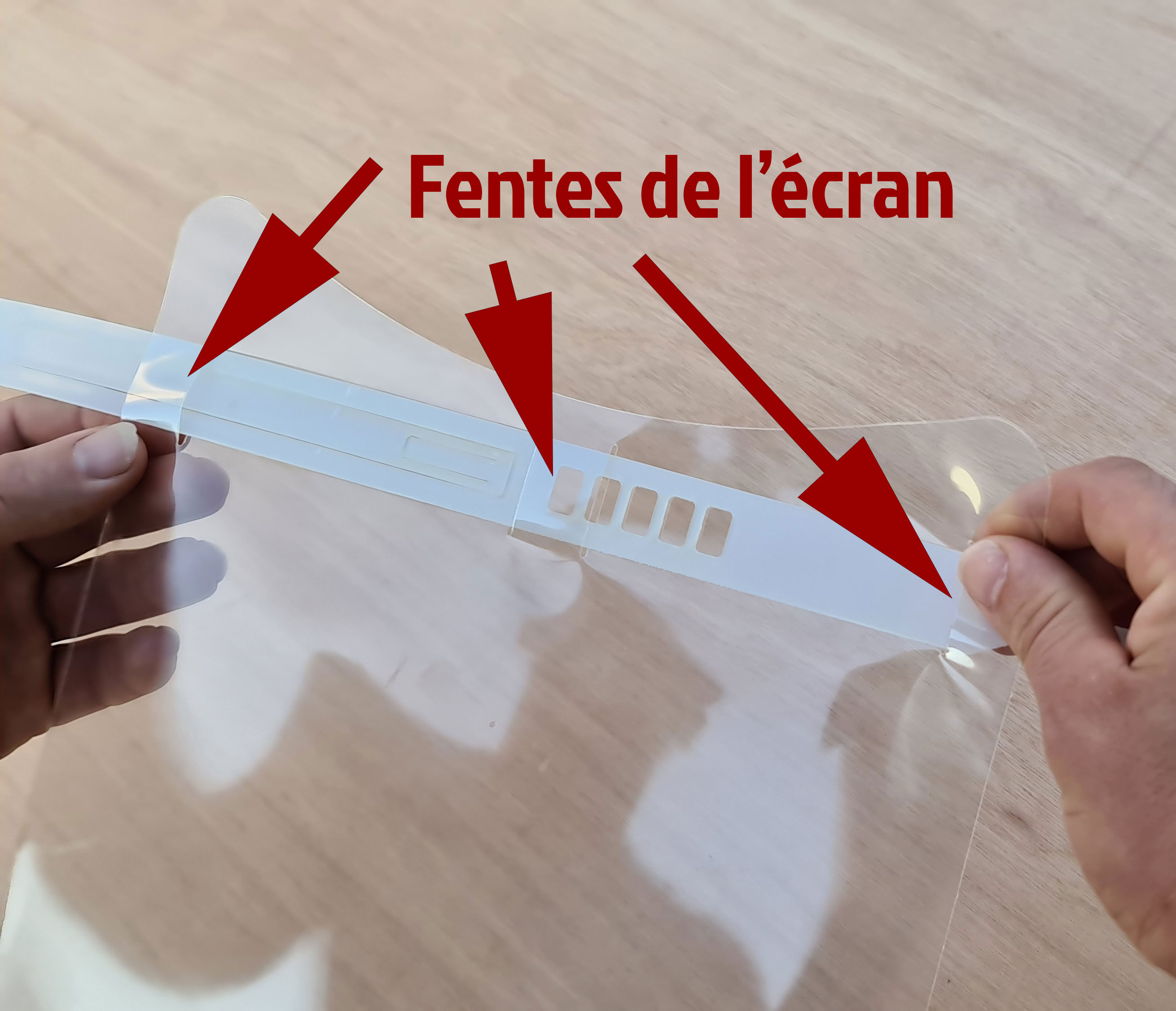
Faire glisser le bandeau serre tête jusqu' au bout dans les trois autres fentes de l’écran de la visière.
C - Etape 3
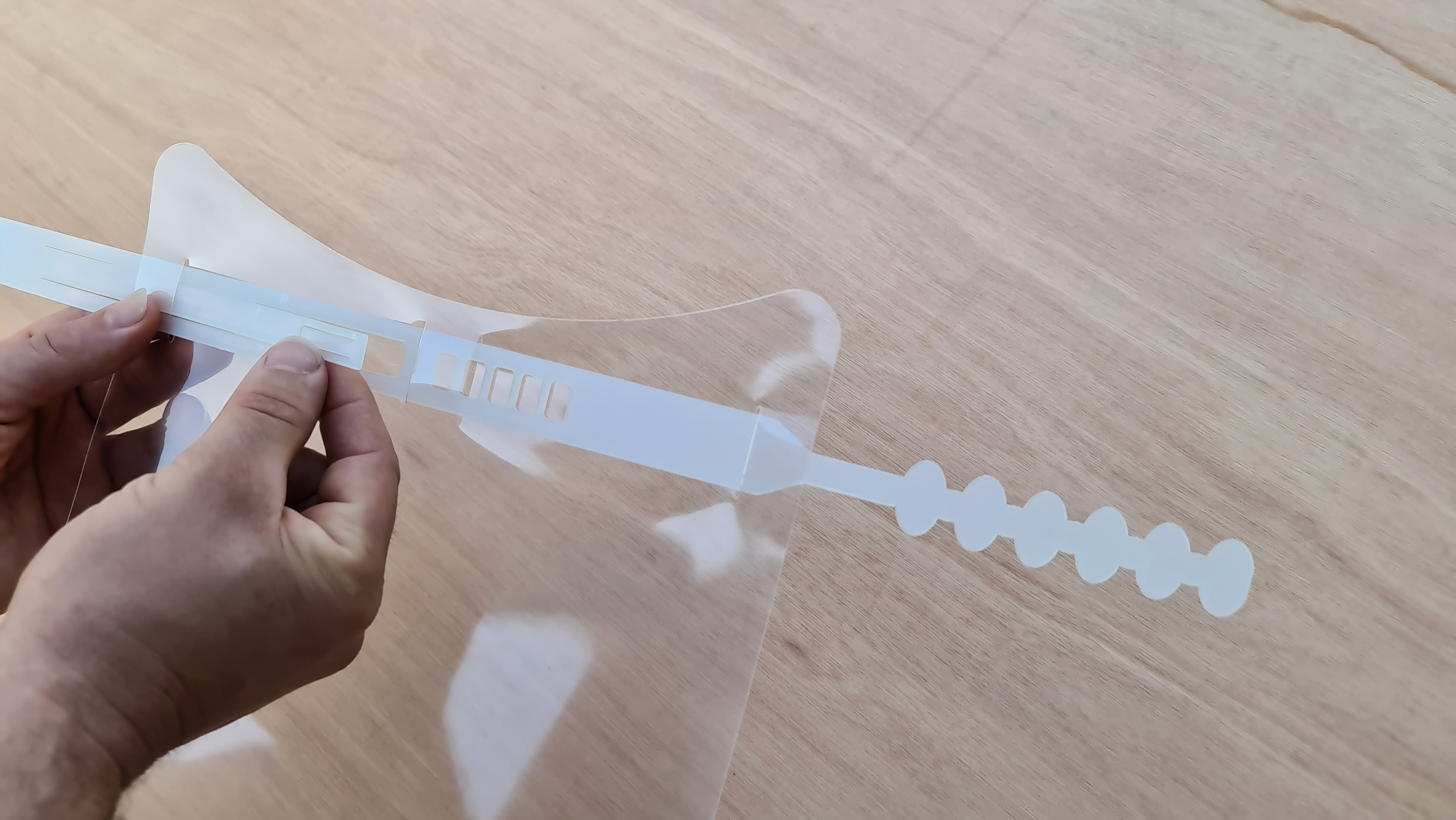
Continuer jusqu'à ce que la languette du bandeau ait légèrement dépassé les fentes du milieu.
D - Etape 4
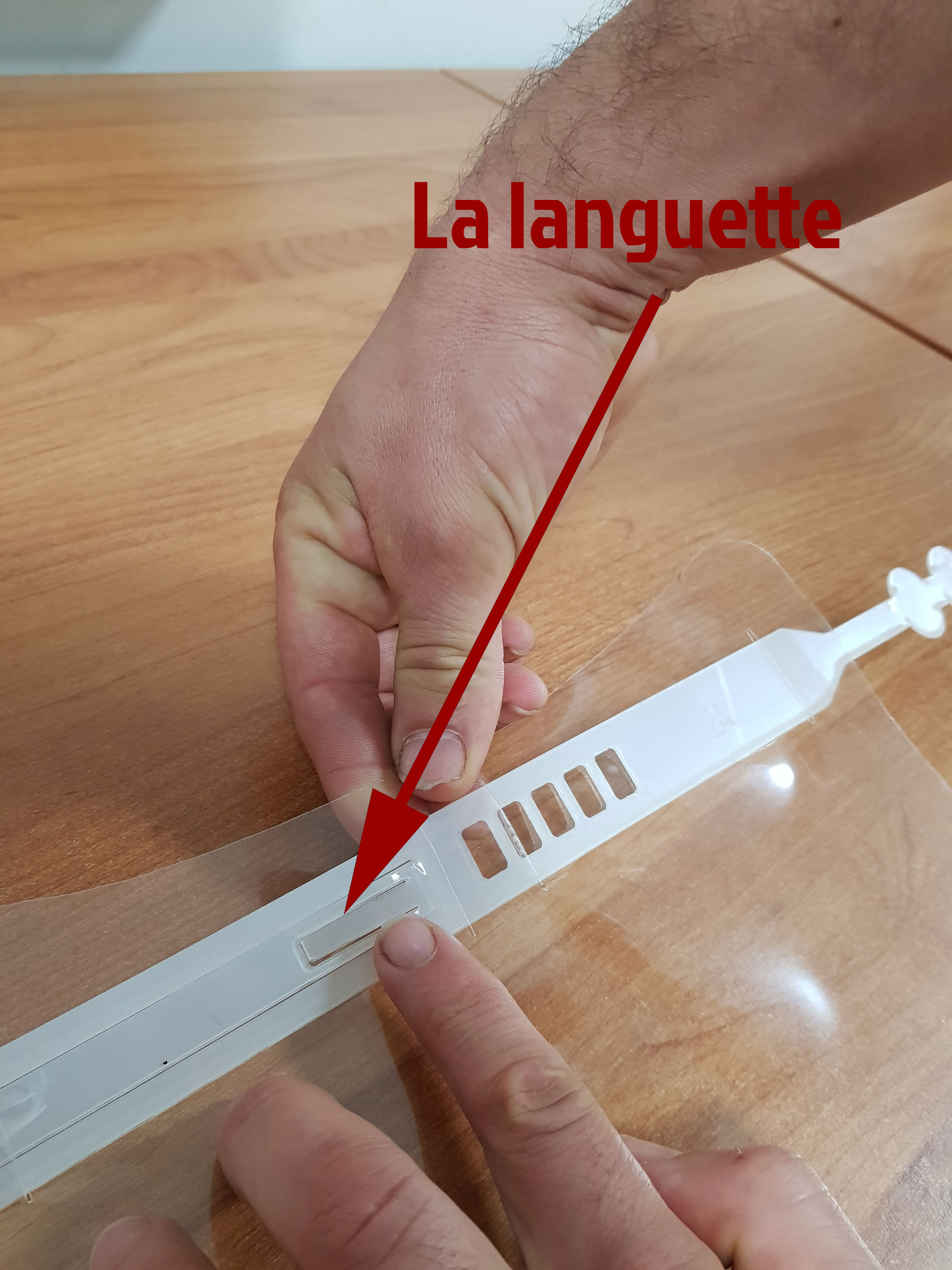
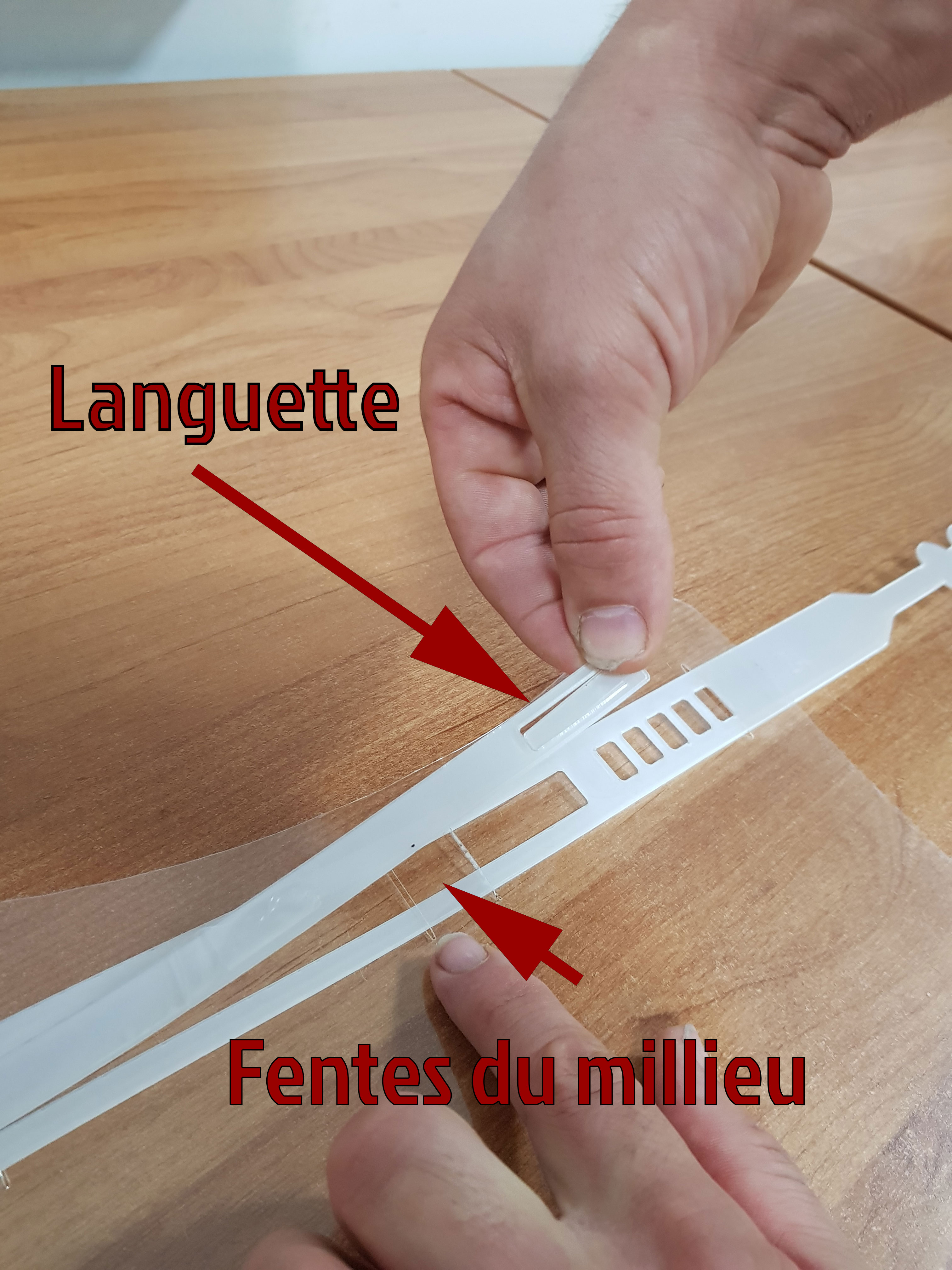
Récuperer le clips de la languette et revenir en arrière en relevant la languette au dessus des fentes centrales.
E - Etape 5 -

Insérer le clips de la languette dans un des trous prévus à cet effet en fonction de la distance souhaitez entre vôtre front et l'écran de la visière.
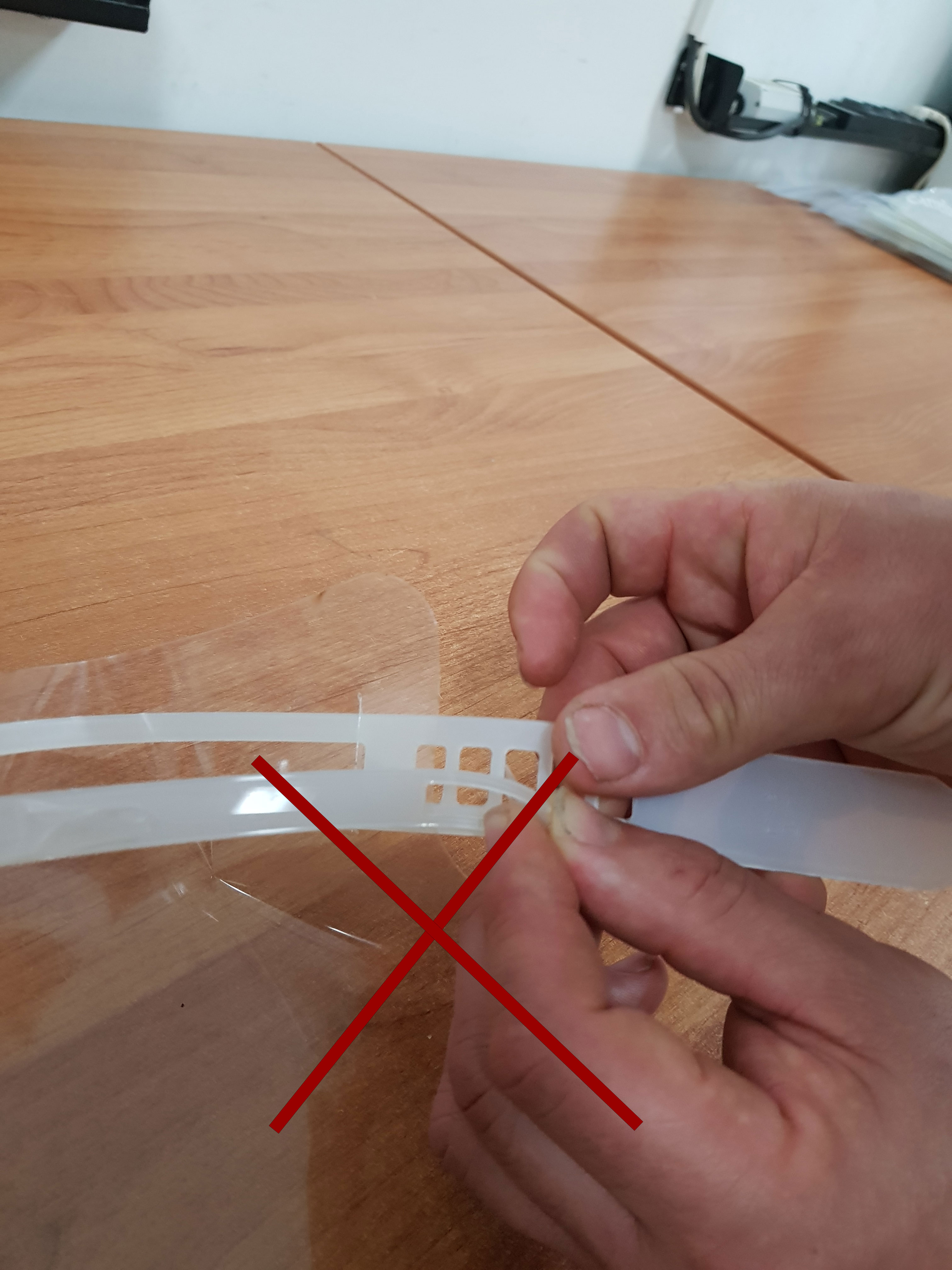
/!\ Ne pas dépasser l’écran de la visière pour insérer la languette !
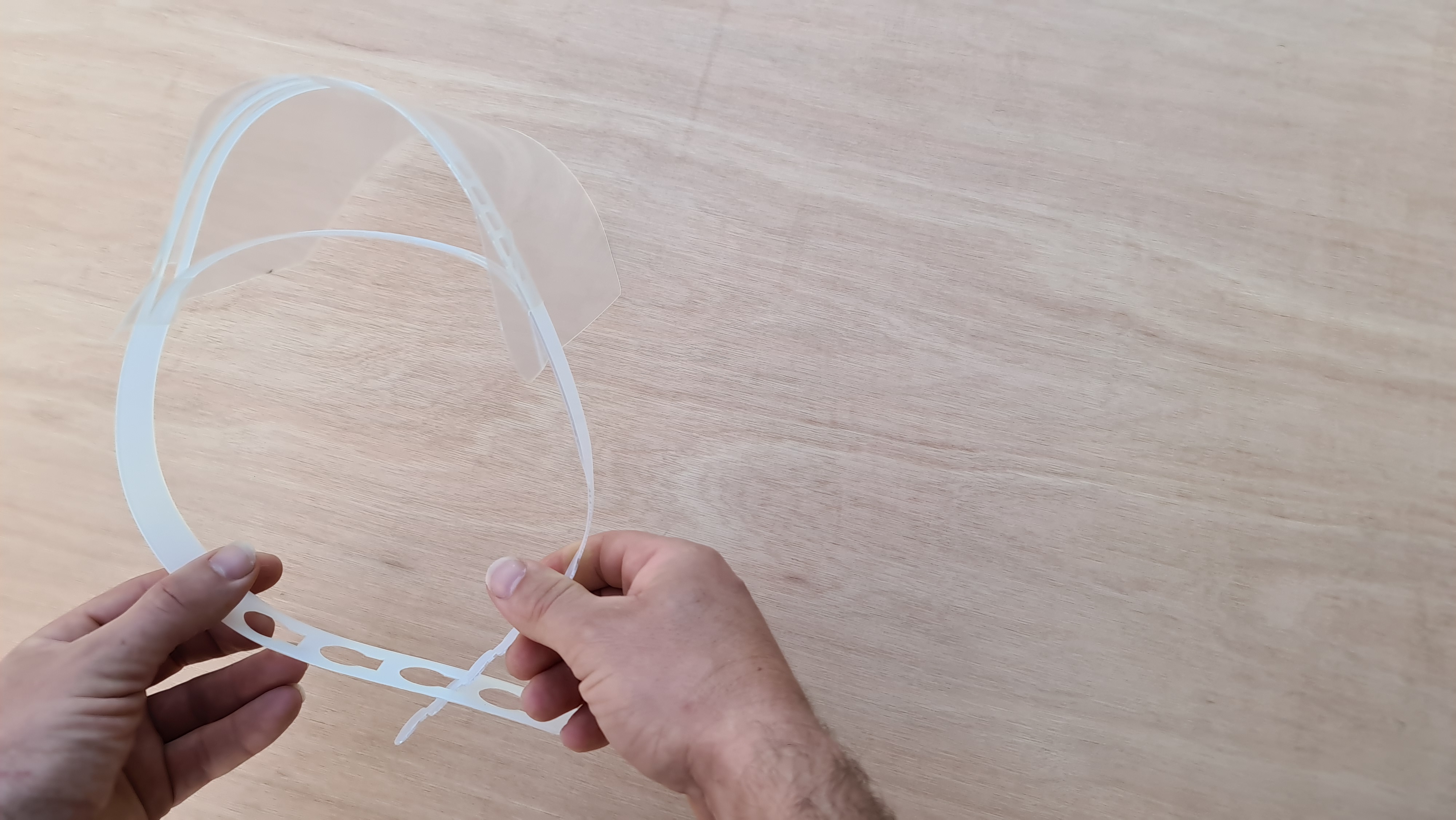
F - Résultat

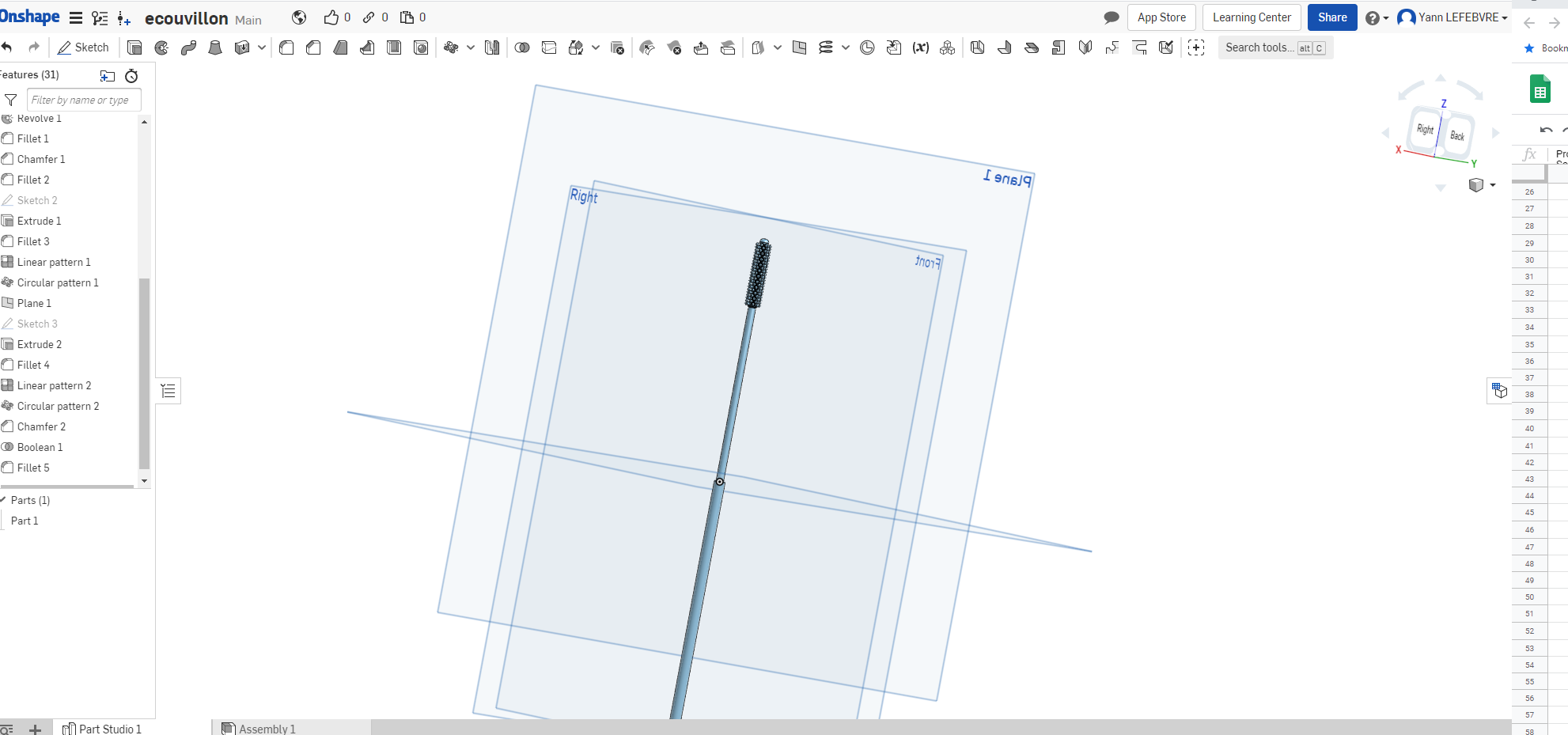
Ecouvillon / Swab



https://nypost.com/2020/03/30/nasal-swabs-are-being-3d-printed-amid-coronavirus-outbreak/
Modèle 3D LABSud
Ouvre porte sans contact
https://www.materialise.com/en/hands-free-door-opener/technical-information
Attache Masque
https://www.thingiverse.com/thing:4232221