Decoupe laser CO2
- Matériaux pour laser CO2
- Puissances & vitesses
- Abaque 80W
- Installation RD Works (MàJ 13/03/2026)
- Cours vidéo
- Données techniques et spécifications des machines
Matériaux pour laser CO2
Les épaisseurs maximum conseillées peuvent être indiquées.
Il est parfois possible de les dépasser, cependant le risque de feu est encore plus élevé. Utiliser avec précaution.
Autorisées
Bois
• MDF
Maximum conseillé : 8mm
• Contreplaqué
Sauf traité marin (contient de l'époxy)
Maximum conseillé : 8 à 10mm
• Massif
Peu résineux de préférence
Les résultats peuvent varier car le matériau n'est pas homogène
PMMA (aka. plastique acrylique, Plexiglas)
Toutes couleurs y compris transparent (10mm, mais possible de dépasser avec plusieurs passes)
Il existe deux types de PMMA : extrudé et coulé
○ L'extrudé a une meilleure finition à la découpe
○ Le coulé se grave mieux (avec un meilleur contraste)
Tissus
• Matières naturelles (coton, …)
• Polyester (si le tissu n'est pas trop épais, bien aérer et laisser tourner l'extraction)
• Polaire
Cuir
Sauf tannage au chrome
Papier, carton
Bien surveiller les départs de feu qui peuvent être plus fréquents, ainsi que les parties qui d'envolent à cause de l'air assist.
Feuilles de PET (aka. Mylar)
Souvent utilisé pour les pochoirs
Peut fondre sur les bords si découpe trop lente
Uniquement sous forme de feuilles fines et pas de matériau épais, sinon interdit
Caoutchouc, linoléum
Seulement les matières de base, et pas leurs alternatives synthétiques qui sont en plastique
C'est mieux si la matière est explicitement compatible laser lors de l'achat
Autres matériaux autorisés mais pas testés
Bien se renseigner avant utilisation de ces matériaux, prévenir à l'avance
POM/Delrin, Kapton
Autorisées pour le traitement de surface
Verre et pierre
Gravure seulement, provoque des micro cassures sur la surface
Attention aux reflets sur le verre.
L'ardoise donne des bons résultats, ainsi que les pierres foncées
Attention à la casse due aux chocs thermiques
Métal peint ou anodisé
Le laser ne peut pas attaquer le métal, mais peut enlever ce qui est à sa surface
Autres matériaux avec gravure possible mais pas testés
Nacre, carrelage
Interdit
Il est important de respecter cette liste. Étant donné la dangerosité de ces matières, l'utilisation d'une de ces matières entrainera des sanctions systématiques.
Règle générale : si on n'est pas sûr de la composition du matériau, on ne l'utilise pas avec le laser.
Plastiques interdits
• PVC
○ Dégage de l'acide chloridrique et du chlore gazeux
• Vinyle
○ Comme le PVC
• Polycarbonate
○ Aussi appelé verre synthétique
○ Ressemble beaucoup au PMMA transparent
○ Fond et prend feu facilement, toxique, dangereux
• ABS
○ Dégage du cyanure d'hydrogène
• PTFE - Téflon
○ Très toxique
• Polypropylène (PP), polyéthylène (HDPE, LDPE)
○ Fond facilement et peut provoquer des départs de feu en plus d'être toxique
Cuir synthétique - Simili-cuir
Contient en général du PVC, interdit
Composites à base d'époxy : fibre de carbone, fibre de verre
Les fibres en suspension dans l'air peuvent provoquer des problèmes de santé graves si respirées. De plus, se découpe très mal au laser
Mousses, matériaux très peu denses
Comme le Polystyrène par exemple
Départs de feu très rapides
Puissances & vitesses
Généralités
L'énergie transmise au matériau est fonction de la puissance du laser et de la vitesse de déplacement.
- La puissance est en % de la puissance nominale du laser (80W sur les machines rouges)
- La vitesse est en mm/s
Les deux paramètres ne se compensent pas avec le même facteur. Si on double la vitesse et qu'on double la puissance, on n'a pas forcément le même résultat.
Il faut éviter au maximum de dépasser 90% en puissance du laser, au risque d'une usure prématurée du tube laser.
De plus, il est impossible de descendre en dessous de 10%, le laser ne s'amorce pas et aucune puissance n'est générée.
La vitesse maximum est une notion plus floue, car la machine va commencer à être moins précise à partir d'une certaine vitesse.
Voici les vitesses maximum avant de perdre en précision pour les machines du lab :
- 100mm/s pour la laser 1
- 300mm/s pour la laser 2
Puissances min et max
Quand on parle de la puissance du laser, c'est toujours sa puissance max sur le tracé. Dans RDWorks, on définit pour chaque tracé une puissance min et une puissance max.
En règle générale, on met une puissance min un peu plus faible que la puissance max (5 à 10% de moins).
Exemple de réglages :
- 80/90%
- 45/50%
- 10/15%
Explication : lorsque le laser démarre son déplacement, les moteurs vont démarrer plus lentement que le laser. Cela peut provoquer des irrégularités, visibles surtout en gravure. Il est possible de jouer sur la différence entre les puissances min et max pour adoucir les débuts de gravure.
Choisir son réglage en découpe
Pour faire ses réglages pour découper un matériau, il faut faire des tests, en se basant sur une abaque si c'est possible.
Dans tous les cas, il faut garder les ordres de grandeur suivants :
- Pour la puissance, on va toujours être entre 10% et 90%
- Pour la vitesse, on peut garder en tête que pour la découpe, 50mm/s est une vitesse élevée, 10mm/s est une vitesse lente
Plus la vitesse est lente, plus le matériau va chauffer, plus les risques de départ de feu sont importants
Lors d'un travail, la puissance du laser peut varier indépendamment de notre volonté. De plus, les matériaux ne sont pas toujours complètement homogènes.
Il est conseillé de mettre un peu plus fort (pas plus de 10 points de plus) que le réglage qui est à la limite de traverser.
Choisir son réglage en gravure
En résumé : la puissance en gravure, c'est la puissance en découpe mais moins fort.
Les puissance en gravure ne sont pas toujours disponibles dans les abaques. Cependant, on peut les déduire.
Pour avoir un point de départ de puissance en gravure, on va faire passer moins d'énergie dans le matériau.
Cela peut être 5 ou 10 fois moins.
On commence par augmenter la vitesse pour gagner du temps, et on va souvent aussi réduire la puissance du laser.
On peux effectuer des gravures de deux manières.
- On va suivre les contours, comme en découpe, mais sans traverser : on appellera cela de la gravure "cut"
- On va remplir la forme qu'on a dessiné : on appellera cela de la gravure "scan".
Pour le même matériau, il faudra mettre moins de puissance dans la gravure "scan" qu'en gravure "cut" pour avoir un rendu similaire.
On mettra environ 2x moins de puissance en "scan" qu'en "cut"
Cela donne un point de départ, il faudra bien sûr tester les réglages avant le travail final.
Le réglage de puissance en "scan" peut être très précis. Par exemple, on a des résultats très différents sur du bois ou du papier avec seulement 1% de différence.
Exemple de réglages
Pour du contreplaqué de 1,5mm, j'ai les réglages suivants pour la découpe : 25mm/s, 30/50 %
Je peux tester les réglages suivants pour la gravure :
- Gravure "cut" : 100mm/s, 20/30% (4x plus vite, x0,4 en puissance)
- Gravure "scan" : 100mm/s ,10/15% (comme en "cut" mais puissance divisée par 2)
Notion avancée : défocus
Quand on fait de la gravure "scan", il peut arriver qu'on voit un crénelage entre les lignes du laser. Pour avoir un rendu plus uniforme, on peut rendre le point plus gros (donc moins précis), pour que la répartition de l'énergie soit plus uniforme.
Pour cela, il est possible de "dérégler" le point focal du laser, pour qu'il ne soit plus sur la surface comme conseillé dans le cas nominal.
Par exemple, on va rapprocher la matière de 2mm de la tête du laser, pour la mettre à 16mm au lieu de 18mm. On peut appeler cela un "défocus de 2mm".
On peut faire un defocus de 2mm ou 3mm, mais rarement plus, au risque de trop perdre en précision.
Attention à ne pas trop abuser de cette technique : sur des matières inflammables (comme du bois), cela peut faire beaucoup chauffer la surface, et provoquer un départ de feu. Toujours rester sur ses gardes avec cette technique.
Abaque 80W
N'hésitez pas à transmettre des nouvelles valeurs pour compléter l'abaque, ou rapporter des remarques, dans la communauté WhatsApp du fablab, dans la discussion "Laser CO2"
Les valeurs sont plus souvent indiquées en découpe qu'en gravure.
Pour déduire les puissances en gravure, il est conseillé de lire la page "Puissances et vitesses".
Lorsque la mention "défocus" est indiquée, elle n'est pas obligatoire. Utiliser avec précaution.
Sauf mention contraire, ces valeurs ont été testées avant une amélioration des machines (lentilles plus performante). Par conséquent, il est fortement possible que la puissance soit élevée par rapport à ce qui est nécessaire. Il est parfois possible de réduire la puissance en multipliant par 0.6 la valeur indiquée.
Ces valeurs sont données à titre indicatif, elles ne dispensent pas l'utilisateur d'exécuter des tests sur ces matériaux et peuvent varier en fonction de l'usure et du nettoyage de la machine
Abaque actuelle
Le classement est fait par matière.
Si deux puissances sont indiquées (par exemple : 15%/20%), c'est la puissance min et la puissance max.
Lorsqu'une seule puissance est indiquée, c'est la puissance max du laser. Pour déduire la puissance min, lire la page "Puissances et vitesses" à la section "Puissances min et max".
MDF - 3mm
Découpe : 20mm/s 40/50%
Gravure scan : 100mm/s 15%
Contreplaqué 1,5mm
Découpe : 25mm/s 30/50%
Gravure scan : 100mm/s 10/15%
PMMA transparent - 3mm
Découpe : 20mm/s 60/70% (avec le film de protection sur les 2 faces)
Pour la gravure du PMMA, le film de protection doit être enlevé sur le dessus.
Il est conseillé d'essayer des valeurs de gravure en scan plus rapide (donc sur la laser 2), autour de 200-250mm/s. C'est contre intuitif, mais sur le PMMA, plus on grave vite avec une puissance faible (entre 10 et 20%), plus le rendu "givré" est présent.
Papier 270g
Découpe : 30mm/s 10/22%
Gravure cut : 50mm/s 10/10%
Gravure scan : 100mm/s 10/10%
Cartes de visite - Aluminium peint en noir
Gravure scan : 100mm/s 30/30%, défocus 1mm
Bien nettoyer à l'alcool avant la gravure
Cuir
Attention, très variable en fonction du cuir. Refaire systématiquement des tests, surtout pour les gravures.
Découpe : 35mm/s 30/50%
Gravure cut : 100mm/s 10/20%
Gravure scan : 100mm/s 10/10%
Plaquage bois (0,3mm)
Découpe : 40mm/s 30/50%
Liège - dessous de verre de 3mm
Réglage validé avec les nouvelles lentilles
Découpe : 40mm/s 30/60%
Bambou
Attention, matériau irrégulier.
Gravure cut : 100mm/s 10/40%
Gravure scan : 100mm/s 20/20%
Verre
Pour une gravure profonde, il est possible d'utiliser une puissance plus faible, en fonction de la fragilité du verre.
Réglage validé avec les nouvelles lentilles.
Gravure scan : 50mm/s, entre 10/13% et 26/29%
Abaque historique (avant 2024)
Tous les réglages sont fait avant le changement de lentille, à utiliser comme point de départ.
DECOUPE (CUT)
| épaisseur (mm) | Vitesse (mm/s) | Puissance (%) |
| -TISSUS- | ||
| Feutrine | ||
| 1-2 | 50 | 13 |
| Tissus acrylique | ||
| 0.5 | 20 | 20 |
| Organza | 100 |
10-12 |
| -PAPIER- | ||
| 270 g/m² | 30 | 10-12 |
| -CUIR- | ||
| 1,8mm | 35 | 40-50 |
| -BOIS- | ||
| Bambou contrecollé | ||
| 8 | 5 | 85-90 |
| Mdf | ||
| 3 | 20 | 50-55 |
| 5 | 20 | 60-65 |
| 6 | 10 | 85-90 |
| Carton-bois | ||
| 1 | 20 | 15 |
| 2 | 20 | 20 |
| 3 | 20 | 25-30 |
| Contreplaqué de bouleau | ||
| 0.4 | 50 | 20-30 |
| 1.5 | 40 | 30-40 |
| 3 | 25 | 50-90 |
| 6 | 10 | 50-90 |
| Contreplaqué de peuplier | ||
| 3 | 25 | 40-60 |
| 5 | 20 | 50-85 |
| Balsa | ||
| 1 | 50 | 7-10 |
| 2 | 50 | 12-20 |
| 3 | 50 | 20-30 |
| 4 | 50 | 30-40 |
| 5 | 50 | 35-45 |
| 6 | 50 | 40-50 |
| -PLASTIQUE- | ||
| Latex | ||
| 0.5 | 35 | 10-15 |
| Pmma (plexiglass) | ||
| 1.4 | 20 | 25-30 |
| 3 | 20 | 55-60 |
| 5 | 20 |
80-90 |
| 10 |
5 |
80-90 |
| Caoutchouc | ||
| 2 | 15 | 70-75 |
GRAVURE (SCAN)
| -VERRE- | ||
| ? | 100 | 25 |
GRAVURE (CUT)
| -VERRE- | ||
| ? | 80 | 10% |
Installation RD Works (MàJ 13/03/2026)
Téléchargement du logiciel
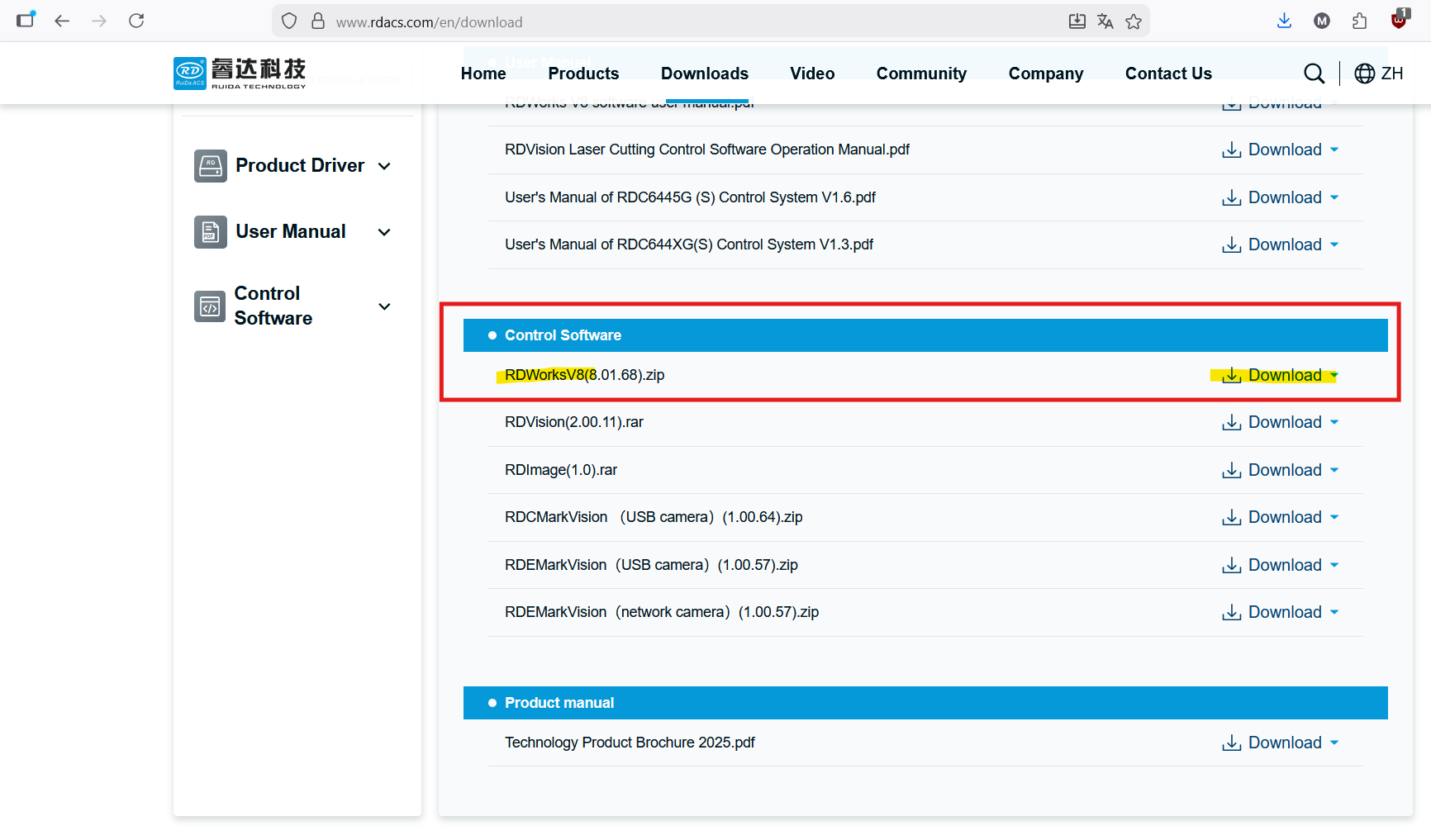
Aller sur la page de téléchargement du logiciel
https://www.rdacs.com/en/download
Descendre jusqu'à "Control Software", puis télécharger "RDWorksV8"
Installation
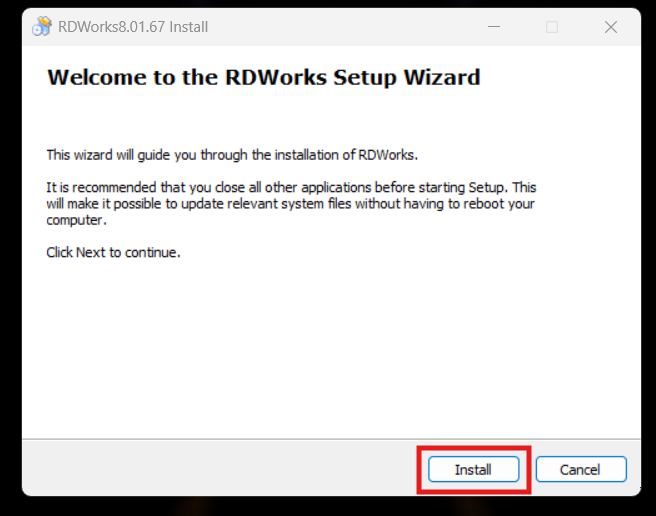
Décompresser le fichier ZIP, puis exécuter le logiciel d'installation.
Au lancement, cliquer directement sur "Install"
A la fin, l'installeur ouvre une nouvelle fenêtre avec les options d'installations.
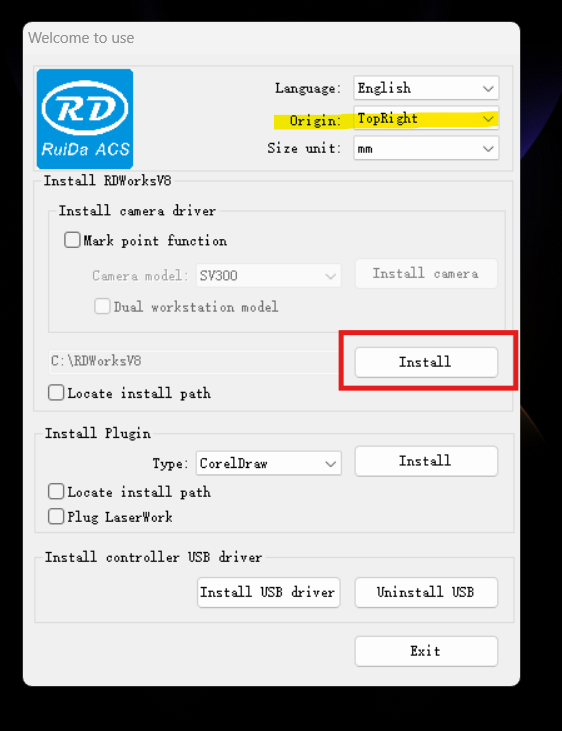
Important : mettez l'origine à "Top-right"
Je vous conseille d'utiliser le logiciel en anglais, la traduction française peut-être incorrecte ou avec des anomalies.
Vérifiez que l'unité (size unit) est en "mm"
Puis cliquez sur le bouton "Install" indiqué sur la capture d'écran.
Une fois que c'est fait, fermer avec le bouton "Exit" en bas de la fenêtre
Configuration complémentaire
Il faut vérifier que l'ordre des calques soit bien pris en compte, car par défaut, ce n'est pas activé. Il faut faire cette opération une seule fois
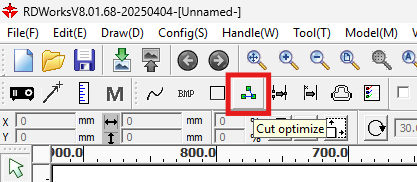
Cliquez sur le bouton "Cut Optimize"
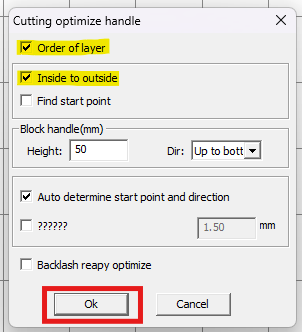
Cochez les cases "Order of layer" et "Inside to outside", si elles ne sont pas cochées, puis validez avec "Ok"
Configuration des machines laser (au fablab)
Il faut ajouter les machines laser, pour que les détails de la machine soient pris en compte (la taille maximum de l'espace de travail , la vitesse, etc.), et que vous puissiez lancer des travaux.
Assurez-vous d'être connecté au réseau wifi du lab.
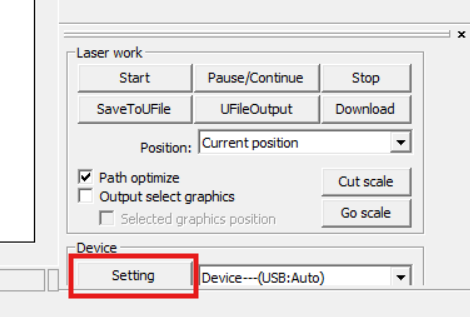
Cliquez sur "Settings" dans la boite "Laser work" en bas à droite de la fenêtre.
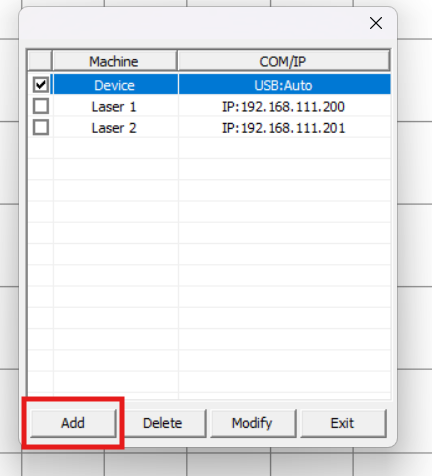
Cliquez sur "Add"
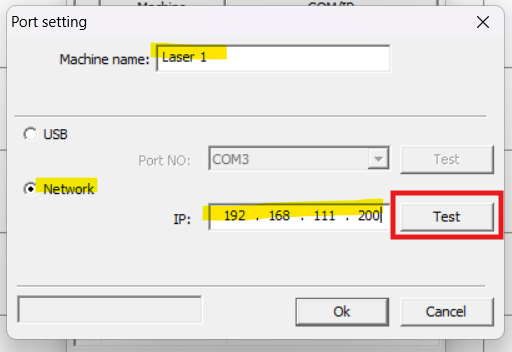
Entrez les paramètres pour ajouter une des machines. Voici leurs adresses IP, qui sont aussi écrites sur le panneau à droite de chaque machine :
- Laser 1 : 192.168.111.200
- Laser 2 : 192.168.111.201
Cliquez sur "Test", un test de connexion réussi devrait apparaitre, puis cliquez sur OK.
Cours vidéo
Liste des vidéos utiles pour la laser. Les liens seront mis à jour au fil du temps, car les vidéos seront peut-être modifiées.
Bases de RD Works
Vidéo traitant de l'interface et des différents outils de base de RD Works pour la manipulation d'objets.
https://www.youtube.com/watch?v=mJXtEcQNpgs
Données techniques et spécifications des machines
Général
Modèle indiqué : KH7050 (sans marque)
Puissance des tubes laser CO2 : 80W
Focale : 18mm sous la sortie de la buse
Taille de la surface
Taille théorique de la surface de découpe : 700mm x 500mm
Taille réelle de la surface de découpe sans sortir du nid d'abeilles :
- Laser 1 : 685mm x 494mm
- Laser 2 : non mesuré
Spécifications de la lentille
Cloudray CO2 focus lens - USA CVD ZnSe
Focale 50.8mm (2")
Diamètre : 18mm
Contrôleur
Ruida 644XG